Introduction
Engineers and procurement managers face a persistent challenge: sourcing small, complex, high-precision parts at volume without sacrificing quality or breaking the budget. Swiss screw machining has been answering that challenge for over 150 years.
Swiss screw machining is a specialized turning process that delivers tight tolerances, high-volume efficiency, and the ability to produce intricate parts in a single setup. According to Metal Cutting Corporation, Swiss machines routinely hold tolerances as tight as ±0.0002 inches, making them one of the most precise turning processes available.
This guide covers how Swiss screw machining works, its key benefits, how it compares to conventional CNC turning, and which industries rely on it most.
TLDR:
- Bar stock supported within 1mm of the cutting tool enables ±0.0002" tolerances
- Multi-tool simultaneous operation cuts cycle times and eliminates secondary setups
- Best suited for slender parts with length-to-diameter ratios above 3:1 or 4:1
- Widely used in medical, aerospace, automotive, electronics, and hydraulics for high-precision components
- Higher setup costs pay off on medium-to-high volume runs with complex geometries
What Is a Swiss Screw Machine? A Brief History
Swiss screw machining originated in the 1870s in Biel, Switzerland, driven by the demands of the region's famous "Watch Valley." Watchmaker Jakob Schweizer invented the sliding headstock and guide bushing mechanism to manufacture microscopic watch screws and delicate components with tolerances that manual methods simply couldn't achieve. This design kept the cutting tool in close proximity to the supporting bushing, providing the rigidity needed to prevent slender parts from deflecting during machining.
From Cams to CNC
Early Swiss-type lathes were mechanically controlled by cam-driven systems, which excelled at high-volume repeatability but suffered from lengthy setup processes and limited flexibility. The transition to Computer Numerical Control (CNC) systems occurred in the 1960s and 1970s, replacing fixed cam profiles and unlocking the ability to produce highly complex geometries that were previously impossible.
That shift set the stage for today's machines. Modern CNC Swiss lathes have evolved into capable multi-axis machining centers: where traditional lathes operate on 2 to 5 axes, current Swiss machines feature anywhere from 7 to 13. Advanced platforms also incorporate multi-spindle configurations — for example, the Star SR-32JIII Type B features an 8-spindle backworking unit.
Turret vs. Swiss: Key Distinction
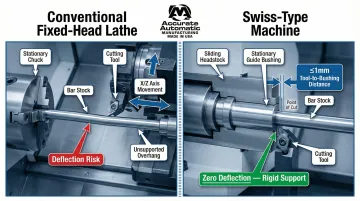
The fundamental distinction between conventional turret-style (fixed-head) screw machines and Swiss-type machines lies in workpiece support and movement:
- Conventional fixed-head lathe: Workpiece is clamped in a stationary chuck and rotates while the cutting tool moves along the X and Z axes
- Swiss-type machine: Headstock itself moves along the Z-axis, pushing bar stock through a stationary guide bushing while cutting tools remain positioned millimeters from the bushing's exit
This near-cut support virtually eliminates cantilever deflection and vibration, making Swiss machines more precise and versatile for tight-tolerance, complex parts.
How Swiss Screw Machining Works
Swiss screw machining works on a straightforward principle: bar stock is fed through a guide bushing into the work zone while the sliding headstock advances the material axially. The cutting tool remains always close to the support point—typically within 0.5mm to 1mm—eliminating the deflection that plagues conventional lathes when machining slender parts.
Key Components of a CNC Swiss Machine
1. Sliding Headstock The bar stock is gripped by a collet inside the headstock, which slides along the Z-axis to feed material through the guide bushing while rotating the workpiece.
2. Guide Bushing Supports the workpiece immediately adjacent to the cutting zone, providing rigid support at the exact point where cutting forces are applied. This proximity is what enables Swiss machines to hold such tight tolerances.
3. Live Tooling Enables milling, drilling, and tapping operations without requiring a secondary setup. Modern Swiss machines can perform turning, cross-milling, and back-boring simultaneously.
4. Multi-Axis CNC Control Coordinates simultaneous operations across up to 13 axes, allowing multiple tools to cut at the same time and cutting cycle times by running multiple tools simultaneously.
Segmented Machining Technique
Swiss machines use a "segmented machining" approach where bar stock is pushed out in increments and the machine turns each segment to final diameter before advancing. This technique produces consistently tight tolerances across long, slender cylindrical parts by maintaining constant support throughout the entire machining process.
Bar Stock Requirements
Swiss machines require ground bar stock or Screw Machine Quality (SMQ) stock with a consistent diameter, typically between 2mm and 38mm. The clearance between the bushing and bar stock must be minimized—often 0.005mm to 0.01mm—to prevent vibration and jamming.
Any out-of-roundness in standard cold-drawn bar stock will directly translate into concentricity faults or cause the bar to seize inside the bushing.
Automatic Bar Feeding & Coolant Systems
Automatic bar feeding enables near-continuous, low-operator production runs, dramatically reducing labor costs.
Unlike conventional CNC lathes that use water-based coolants, Swiss machines typically use straight, oil-based cutting fluids. The tradeoffs between the two matter in practice:
- Oil-based fluids provide superior lubricity, protecting guide bushing bearings and extending tool life
- Water-based coolants dissipate heat more effectively but lack the lubricity oil delivers
Because oil has lower heat capacity, high-pressure coolant systems (1,000–2,000 psi) are required when machining tough alloys or thermally sensitive plastics.
Top Benefits of Swiss Screw Machining
Exceptional Precision and Surface Finish
The guide bushing's proximity to the cutting tool virtually eliminates part deflection, enabling tolerances as tight as ±0.0002 inches (0.005mm) and surface finishes that often eliminate the need for post-processing. Under highly controlled conditions with stable materials like brass or aluminum, tolerances can reach as tight as ±0.0001 inches.
Cycle Time and Productivity Advantage
Modern Swiss lathes drastically reduce cycle times by keeping multiple tools in the cut simultaneously. They frequently carry independent gang slides and sub-spindles that allow for overlapped operations—turning, cross-milling, and back-boring can occur at the exact same time.
Real-world impact: In one documented case study, moving a stainless steel machinery screw from a conventional setup to a multi-spindle Swiss-type machine reduced cycle time by 82.4% and cut the cost per piece by 25%.

Single-Setup, Reduced Secondary Operations
Because Swiss machines perform turning, milling, drilling, threading, and tapping in one cycle, complex parts come off the machine complete or near-complete. This eliminates re-fixturing across multiple machines — the primary source of tolerance stack-up and misalignment errors during part transfers.
The result: reduced handling, shorter lead times, and lower inventory costs throughout the production run.
Material and Design Versatility
Swiss machines handle a wide range of materials:
Metals:
- Stainless steel
- Aluminum
- Brass
- Copper
- Titanium
- Inconel
Engineering Plastics:
- PEEK
- Delrin (acetal)
- Nylon
- PTFE
This versatility makes Swiss machining applicable across industries with very different material requirements — from medical implants requiring titanium to electronic connectors machined from brass. Accurate Automatic MFG works with clients to identify the right material and process pairing for each application, drawing on experience across all of these material families.
Repeatability and Scalability
That material flexibility pairs with one of Swiss machining's most valuable production traits: repeatability. Swiss CNC machining produces consistently identical parts across thousands or millions of units.
Completing complex parts in a single setup ensures absolute concentricity — a benefit that compounds at scale, where even minor misalignment errors in conventional multi-step processes accumulate into measurable defect rates. High-volume runs come off the machine with the same dimensional accuracy as the first piece.
Swiss Screw Machining vs. Conventional CNC Turning
| Feature | Swiss-Type CNC Turning | Conventional CNC Turning |
|---|---|---|
| Headstock Design | Sliding headstock (Z-axis movement) | Fixed headstock (stationary) |
| Workpiece Support | Guide bushing supports material <1mm from cut | Chuck or collet holds material at one end |
| Axis Count | Typically 7 to 13 axes | Typically 2 to 4 axes |
| Coolant Standard | Straight cutting oil (high lubricity) | Water-based coolant (high heat dissipation) |
| Ideal Part Geometry | Long, slender, complex, micro-features | Short, stout, large diameter, heavy material removal |
When Conventional CNC Turning Is the Better Choice
Conventional CNC turning remains the better option for:
- Parts with length-to-diameter ratios under 3:1 or 4:1
- Geometries that don't require multiple simultaneous operations
- Lower volumes where setup time is a bigger cost driver than cycle time
- Large-diameter parts exceeding 38mm
Past a 4:1 length-to-diameter ratio, unsupported material deflects under cutting pressure — causing chatter, poor surface finish, and lost tolerances.
Cost Comparison
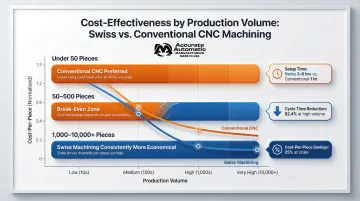
Swiss machines carry higher upfront equipment costs and longer setup times — often 3 to 8 hours versus roughly 1 hour for a conventional lathe. For complex parts in medium-to-high volumes, however, eliminating secondary operations and reducing labor make Swiss machining more economical across a full production run.
Cost crossover points vary by part complexity:
- 50–500 pieces: Break-even is achievable when part complexity is high
- 1,000–10,000+ pieces: Where Swiss machining consistently outperforms conventional turning on total cost
Industries and Applications
Primary Industries Served by Swiss Screw Machining
1. Medical Devices
- Typical parts: Surgical screws (titanium/stainless), bone screws, dental implants, catheter components, diagnostic instrument components
- Why Swiss? Biocompatible surface finishes, ±0.0002" tolerances, single-setup cleanliness prevents contamination
2. Aerospace & Defense
- Typical parts: Fasteners, control pins, hydraulic fittings, sensor housings, lightweight precision connectors
- Why Swiss? Machining tough alloys (Titanium, Inconel) with extreme reliability and documented traceability
3. Automotive
- Typical parts: Fuel injectors, bushings, precision shafts, sensor housings, transmission components, valve guides
- Why Swiss? High-volume repeatability and superior concentricity for critical powertrain components
4. Electronics
- Typical parts: Connector pins, terminals, micro-probes, watch components, micro components under 1mm diameter
- Swiss micro-machining capabilities make it the go-to process for miniaturized components where conventional turning loses accuracy.
5. Hydraulics/Pneumatics
- Typical parts: Valve spools, custom fittings, sleeves, pistons, pressure-rated housings, fluid connectors
- Why Swiss? Tight clearances and smooth finishes for high-pressure seals
Why Medical and Aerospace Are Particularly Well-Suited
Of the five industries above, medical and aerospace place the strictest documentation and tolerance requirements on suppliers — and those happen to be exactly where Swiss machining excels. Both sectors mandate traceability, tight tolerances, and material certifications that align directly with what the process delivers:
- Medical (FDA 21 CFR 820 & ISO 13485): Swiss machining's ability to complete an implantable part in one setup prevents cross-contamination and lot-mixing risks associated with moving parts between multiple secondary machines
- Aerospace (AS9100): Modern Swiss machines equipped with Manufacturing Execution Systems (MES) automatically record process parameters for every cycle, ensuring flight-critical fasteners meet lot-level dimensional consistency and traceability standards

From Watchmaking to Modern Precision
The original application—watchmaking—remains relevant today. Swiss machining's design philosophy (minimize deflection, maximize consistency) translates across any industry requiring small, high-precision rotational parts. The same principles Jakob Schweizer applied to microscopic watch screws in the 1870s carry directly into today's implants and flight-critical fasteners — which is why the process has outlasted dozens of competing technologies over 150 years.
Is Swiss Screw Machining Right for Your Project?
Decision Framework: When Swiss Machining Is the Right Fit
Swiss screw machining is ideal when your parts meet these criteria:
- Small-diameter and slender — high length-to-diameter ratio (typically above 3:1 or 4:1)
- Multiple features — require turning, milling, drilling, threading, or tapping to tight tolerances
- Medium-to-high volumes — batch sizes of 500+ pieces where setup costs can be amortized
- Secondary operation reduction is a priority — completing parts in one setup saves time, cost, and quality risk
When Swiss Machining May NOT Be the Best Fit
Consider alternative processes when:
- Large-diameter parts — over 38mm diameter exceed most Swiss machine capacities
- Very simple geometries — better served by conventional turning with faster setup
- Extremely low prototype quantities — where setup costs dominate and one-off parts don't justify programming time
- Inconsistent bar stock diameter — Swiss machines require ground or precision-tolerance stock to run reliably
Working with Accurate Automatic MFG
Accurate Automatic MFG works with customers to evaluate whether Swiss screw machining—or another precision process—fits their specific application. Our engineering team can assess your part geometry, volume requirements, and tolerance specs to recommend the right manufacturing approach, whether that's Swiss turning, CNC milling, conventional turning, or a combination of operations.
Frequently Asked Questions
What is a Swiss screw machine?
A Swiss screw machine is a type of CNC lathe with a sliding headstock and guide bushing that supports bar stock within 1mm of the cutting tool. This design enables high-precision, high-volume production of small, complex parts with tolerances as tight as ±0.0002 inches.
What is the difference between a CNC machinist and a Swiss machinist?
A CNC machinist operates general CNC lathes and mills across a broad range of part types. A Swiss machinist specializes in Swiss-type CNC lathes, requiring expertise in multi-axis programming, guide bushing setup, and producing slender, tight-tolerance parts that conventional machines can't handle reliably.
What tolerances can Swiss screw machining achieve?
Swiss CNC machines typically hold tolerances as tight as ±0.0002 inches (0.005mm), depending on part geometry, material, and machine calibration. Under optimal conditions with stable materials, tolerances can reach ±0.0001 inches, making Swiss machining one of the most precise turning processes available.
What materials are compatible with Swiss screw machining?
Common materials include stainless steel, aluminum, brass, copper, titanium, Inconel, and engineering plastics such as PEEK, Delrin, Nylon, and PTFE. Bar stock must have a consistent, precise diameter to feed correctly through the guide bushing—typically requiring ground or Screw Machine Quality (SMQ) stock.
Is Swiss screw machining cost-effective for small or low-volume production runs?
Setup and programming times (3-8 hours) make Swiss machining best suited for runs of 1,000+ pieces. For highly complex parts requiring multiple conventional setups, batches as small as 50-500 pieces can still be viable when eliminating secondary operations offsets the setup cost.
What are the main limitations of Swiss screw machining?
The main constraints are:
- Bar stock is limited to roughly 2mm–38mm diameter and must be ground or precision-quality
- Setup and programming takes 3-8 hours versus roughly 1 hour for conventional turning
- Oil-based coolant can struggle with heat dissipation on tough alloys during long production cycles, requiring high-pressure coolant systems