Introduction
CNC milling and CNC turning are the two foundational processes in precision machining—yet many engineers and procurement teams struggle to determine which one fits their part requirements, timeline, and budget. According to the Precision Machined Products Association (PMPA), approximately 60% of turned parts require secondary machining operations like slots, grooves, or bolt holes, highlighting how often manufacturers must navigate between these processes.
Choosing the wrong process affects part accuracy, production speed, scrap rates, and total project cost. This guide breaks down both processes so you can match the right method to your part geometry, material, and volume requirements.
Key Takeaways
- CNC milling rotates the cutting tool against a stationary workpiece; CNC turning rotates the workpiece against a stationary cutting tool
- Milling excels at complex geometries, flat/sculpted surfaces, and rectangular stock; turning dominates cylindrical, round, or rotationally symmetrical parts
- Turning is faster and cheaper for high-volume cylindrical parts; milling suits complex, low-to-medium volume work
- Both are CNC-driven subtractive processes compatible with metals and thermoplastics
- Part geometry, tolerances, volume, and material type determine the right process — there's no universal winner
Precision Milling vs Turning: Quick Comparison
| Factor | CNC Milling | CNC Turning |
|---|---|---|
| Primary Motion | Rotating cutting tool, stationary workpiece | Rotating workpiece, stationary cutting tool |
| Ideal Part Shape | Flat surfaces, complex contours, rectangular geometries | Cylindrical, conical, rotationally symmetrical shapes |
| Machine Type | CNC mill, machining center (3-axis to 5-axis) | CNC lathe, turning center, Swiss lathe |
| Typical Stock Material | Square or rectangular block | Round bar stock |
| Production Volume | Low to medium volume, complex parts | High volume, cylindrical components |
| Relative Speed | Longer cycle times due to multi-axis programming | Faster cycle times for appropriate geometries |
| Cost Per Part | Higher for simple shapes; justified for complex geometries | Lower for cylindrical parts at volume |

Key Operational Difference: In turning, the part moves; in milling, the tool moves. That one difference determines which geometries each process can produce.
Commonalities: Both are subtractive CNC processes using CAD/CAM programming, compatible with metals (aluminum, steel, brass, copper, titanium) and thermoplastics, and generate heat requiring cutting fluid management.
What is CNC Milling?
CNC milling is a subtractive manufacturing process where a rotating multi-point cutting tool removes material from a stationary workpiece. The cutter can move across multiple axes—typically 3-axis to 5-axis—relative to the workpiece, enabling complex surface geometries that would be impossible with turning alone.
Key Components and Capabilities
The mill machine consists of three primary elements:
- Worktable: Holds the stationary workpiece securely in place
- Spindle: Holds and rotates the cutting tool at precise speeds
- Milling cutter: Features 2 to 150+ cutting surfaces depending on tool type
Multi-axis movement gives milling its geometric versatility. The 5-axis CNC machining centers market is forecast to grow at a CAGR of 6.3% between 2024 and 2029, driven primarily by aerospace and medical sectors requiring complex 3D geometries in single setups.
Optimal Applications
Milling excels at:
- Flat surfaces and sculpted contours
- Pockets, slots, and internal cavities
- Complex irregular shapes
- Square or rectangular stock material
- Parts requiring precise multi-sided features
Five-axis milling can produce highly intricate designs with high repeatability, accessing five sides of a part in a single setup while maintaining tighter tolerances.
That versatility comes with real trade-offs worth understanding before choosing milling over turning.
Trade-Offs to Consider
Programming complexity: Multi-axis tool orientation control requires more sophisticated CAD/CAM work than turning's primarily X/Z axis programming.
Longer cycle times: Complex toolpaths and multiple setups extend production time compared to turning for simple cylindrical shapes.
Higher per-part cost: More expensive than turning for simple geometries, though often the only viable option for complex component designs.
Where Milling Dominates
Milling is the preferred process across several demanding industries:
- Aerospace structural frames, brackets, and housings
- Automotive engine blocks and custom enclosures
- Medical device housings and implant components
- Defense components, molds, and prototype parts
- Electronics enclosures requiring precise internal cavities
The global CNC milling machines market was valued at $84.86 billion in 2025 and is projected to reach $120.82 billion by 2034, a figure that reflects just how central milling has become to modern precision manufacturing.
What is CNC Turning?
CNC turning is a subtractive machining process where the workpiece is held in a chuck on a lathe and rotated at a preset RPM while a stationary single-point cutting tool removes material. Turning primarily produces cylindrical, conical, or rotationally symmetrical shapes from round bar stock.
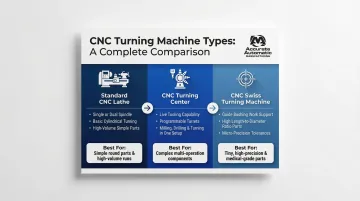
Machine Variations
Standard CNC lathes: Single or dual spindle configurations for basic cylindrical work.
CNC turning centers: Add programmable tool turrets and live tooling capabilities for more complex operations.
CNC Swiss turning machines: Use a guide bushing to support bar stock exactly at the point of cut, ideal for high length-to-diameter ratio parts. The global CNC Swiss turning machine market is projected to reach $3.1 billion by 2033, exhibiting a compound annual growth rate (CAGR) of 6.4%.
Dual-spindle setups allow parts to be machined on both ends in one cycle, while live tooling on Swiss lathes can add drilled holes, slots, and small milled features without secondary operations.
Operational Advantages
- Programs primarily in X and Z axes, making setup faster and less complex than multi-axis milling
- Rotational cutting achieves shorter cycle times for cylindrical geometries, driving down unit costs at volume
- Smaller part sizes and quicker cycles make turning well-suited to high-production environments
- Consistent repeatability across long runs with minimal operator intervention
Limitations
Basic CNC turning is constrained to rotationally symmetrical shapes — features beyond the X/Z axes require a turn-mill or Swiss machine with live tooling. That limitation has real production implications: approximately 60% of turned parts need subsequent machining operations to add slots, grooves, or bolt holes.
Use Cases of CNC Turning
Despite those constraints, turning dominates wherever cylindrical precision matters most. Common parts include:
- Shafts, bolts, and threaded components
- Bushings, bearings, rods, and pins
- Nozzles and parts requiring precise concentric diameters or tapers
Industries including medical devices (implant screws, cannulas), oil and gas (valve stems, fittings), aerospace fasteners, and automotive drivetrain components rely on turning for its speed and dimensional consistency at scale.
CNC Milling vs Turning: Which is Right for Your Project?
Decision Framework
Evaluate these key factors when selecting your process:
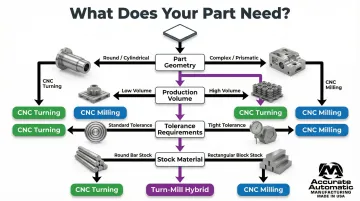
1. Part Geometry
- Cylindrical or round shapes → Turning
- Flat, sculpted, or complex irregular shapes → Milling
- Parts with both rotational symmetry and off-axis features → Turn-mill or hybrid approach
2. Production Volume
- High-volume cylindrical parts → Turning (faster cycle times, lower per-part cost)
- Low-to-medium volume complex parts → Milling (justified complexity cost)
- Prototype or custom work → Either, depending on geometry
3. Tolerance and Feature Requirements
- Concentric diameters and tapers → Turning (natural concentricity)
- Off-center holes, slots, or multi-sided features → Milling or turn-mill
- Complex 3D contours → Milling (especially 5-axis)
4. Material and Stock Type
- Round bar stock → Turning
- Square or rectangular block → Milling
- Material choice rarely limits process selection (both handle similar materials)
Situational Recommendations
Choose turning if:
- Your part is cylindrical or rotationally symmetrical
- You need high-volume production at competitive costs
- Concentric precision is your primary requirement
- You're working from round bar stock
Choose milling if:
- Your part has complex contours, pockets, or irregular geometry
- You need precise flat surfaces or multi-sided features
- Part complexity justifies higher per-part costs
- You're working from rectangular or block stock
Consider a hybrid turn-mill approach if:
- Your part needs both rotational symmetry and off-axis features
- You want to eliminate secondary operations
- Reducing setup time and tolerance stack-up is critical
The Hybrid Advantage
Many modern machine shops can produce parts that are primarily turned but include milled features—flat cutaways, slots, drilled cross-holes—within a single setup. This eliminates secondary operations and reduces lead time. For example, shops with Y-axis and live tooling capabilities can drop parts complete, avoiding the labor costs and tolerance risks associated with moving parts between separate turning and milling departments.
Accurate Automatic MFG operates both CNC milling and CNC turning capabilities in-house, providing flexibility for parts that may benefit from combined approaches.
Cost Considerations
Process choice directly affects your budget. Turning is typically faster and cheaper per part for appropriate geometries — simpler programming and shorter cycle times keep costs down. Milling involves more complexity and longer cycle times, which translates to higher per-part cost for simpler shapes. That said, it's often the only viable option for complex geometries.
Volume changes the math quickly. Consider a custom aluminum part:
Volume pricing example:
| Quantity | Cost Per Part |
|---|---|
| 1 unit | $460 |
| 10 units | $350 |
| 1,000 units | $9.05 |
Setup and programming costs spread across more parts at scale — which is why process selection matters even more on high-volume runs.
Real-World Applications and Case Examples
Defense/Aerospace: Drone Servo Trays
Challenge: A defense contractor manufactured complex aluminum servo trays for unmanned aircraft on 3-axis vertical machining centers. The process required lengthy setups with intricate soft jaws, resulting in a scrap rate of nearly 25% due to variances in fixture setup and part movement.
Solution: The shop transitioned the parts to a Haas ST-30SSY Y-axis turning center with live tooling to complete the parts in one operation, combining turning and milling capabilities in a single setup.
Outcome: Scrap rates dropped from 25% to under 5%, and batches that previously took two weeks were finished unattended over a single weekend. Those numbers make the case: the right process choice can cut scrap by 80% and compress multi-week schedules into a single run.

Key Takeaway
If your project involves cylindrical components with secondary milled features (slots, cross-holes, flat cutaways), a turn-mill approach is likely your best starting point. The elimination of secondary setups reduces both scrap risk and throughput time.
The team at Accurate Automatic MFG can review your design and recommend the most efficient machining approach. Reach out at sales@accurateautomaticmfg.com or call +1 330-435-4575.
Conclusion
The right CNC process is always determined by the part, not personal preference. Part geometry and production volume are the two most decisive factors, and hybrid machining options increasingly blur the hard lines between milling and turning.
Choosing the right process from the start reduces rework, controls costs, and keeps parts within tolerance. When process selection feels unclear, working with a multi-capability shop like Accurate Automatic MFG means you get direct input from machinists experienced in both CNC milling and turning — so the decision is grounded in what the part actually needs.
Frequently Asked Questions
Can CNC milling and turning be combined in one operation?
Yes, CNC turn-mill machines and Swiss lathes with live tooling can perform both operations in a single setup. This eliminates secondary processing, reduces lead time, and is ideal for parts that need both rotational symmetry and off-axis features like cross-holes or slots.
Which process is faster — CNC milling or CNC turning?
CNC turning is generally faster for cylindrical parts at high volumes due to simpler programming and shorter cycle times. Milling takes longer per part but handles complex geometries that turning simply cannot produce. When evaluating speed, start with the part geometry — that determines your options before anything else.
What materials can be used in CNC milling and turning?
Both processes are compatible with aluminum, steel, brass, copper, titanium, and most thermoplastics. Unsuitable materials include rubber and silicone (too soft for precision machining) and ceramics (too hard for standard tooling). Material choice rarely limits which process is used.
Which is more cost-effective: CNC milling or CNC turning?
Turning typically carries lower per-part costs at volume — shorter cycle times and simpler fixturing keep overhead down. Milling involves higher setup and tooling costs, but those costs are unavoidable when the geometry demands it. At low volumes, the gap narrows considerably since setup time dominates either way.
What types of parts are best suited for CNC turning?
Cylindrical or rotationally symmetrical components such as shafts, bolts, bushings, pins, threaded parts, and valve stems are ideal for CNC turning. If your part starts as round bar stock and needs tight concentric tolerances, turning is almost always the right call.
How do I choose between milling and turning for my project?
Evaluate part geometry first: round shapes favor turning, while flat or complex geometries favor milling. Then consider production volume and tolerance requirements. For parts that could benefit from a combined turn-mill approach, the Accurate Automatic MFG team can review your drawings and recommend the most efficient process — reach us at sales@accurateautomaticmfg.com or +1 330-435-4575.