Introduction
When a critical component fails due to poor tolerances or substandard machining, the consequences extend far beyond simple rework. In aerospace applications, a single out-of-tolerance bracket can compromise structural integrity. In medical devices, dimensional deviations measured in microns can render an implant unusable—or worse, dangerous. For industrial machinery, imprecise milling translates directly to premature wear, costly downtime, and production losses that cascade through entire supply chains.
The manufacturing method you choose determines whether your parts meet specifications consistently or become expensive scrap. Precision CNC milling is a computer-controlled subtractive process capable of holding extremely tight tolerances across single prototypes and high-volume production runs alike.
This guide covers the full milling landscape—process fundamentals, machine types, material selection, quality factors, industry applications, and how to identify a manufacturing partner equipped to deliver reliable results.
Key Takeaways
- Precision CNC milling removes material using computer-guided rotating tools to create complex parts with tolerances as tight as ±0.001" (0.025 mm)
- Machine axis count (3-axis through 5-axis) determines geometric complexity, setup requirements, and achievable tolerance stack-up
- Part quality depends on dimensional tolerances, surface finish specs, material properties, and consistent quality control
- Aerospace, medical, and defense industries rely on precision milling for components where out-of-spec parts can have life-or-death consequences
What Is Precision CNC Milling?
Precision CNC milling is a subtractive manufacturing process where a computer numerical control system directs rotating multi-point cutting tools to remove material from a workpiece according to a pre-programmed digital model.
Unlike manual machining, where operator skill directly impacts dimensional accuracy, CNC automation executes toolpaths with a repeatability that human hands cannot match. That consistency makes it the standard for parts requiring tight, predictable geometry across production runs.
What "precision" means in practice: The term distinguishes shops capable of holding tight dimensional tolerances—typically ±0.001" (0.025 mm) or tighter—from general-purpose milling operations that work within ±0.005" (0.127 mm) bands. Modern precision CNC milling routinely achieves ±0.001" tolerances, with ultra-precision facilities reaching 1-5 microns for aerospace and medical applications where dimensional deviation directly impacts safety.
The Precision Milling Workflow
Tracing how a digital design becomes a finished part reveals exactly where quality is controlled at each stage:
- CAD Model Creation — Engineers design the part in 3D CAD software, defining all dimensions, tolerances, and surface finish requirements
- CAM Toolpath Programming — Manufacturing engineers generate cutting toolpaths, selecting appropriate tools, speeds, feeds, and cutting strategies
- Workpiece Fixturing — The raw material is secured in vises, clamps, or custom fixtures designed to hold the part rigidly without deformation
- Machining Operation — The CNC machine executes the program, with the spindle rotating cutting tools at precise speeds while moving along programmed paths
- Inspection — In-process probing and post-machining CMM verification confirm the finished part meets print specifications
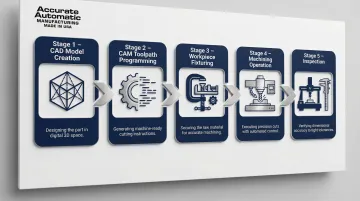
Each step introduces potential error. Precision shops minimize deviation through calibrated equipment, thermal management systems, and validated processes.
Cutting Tool Selection and Its Impact
Step 4 — the machining operation itself — lives or dies on tool selection. End mills, face mills, and ball-nose cutters each serve distinct purposes, and choosing incorrectly wastes time, money, and material:
- End mills handle general milling, slots, and pockets; flute count varies based on workpiece material
- Face mills clear large volumes quickly during roughing passes, establishing flat reference surfaces
- Ball-nose cutters excel at contoured surfaces and complex 3D geometry — essential for molds, dies, and organic shapes
Tool geometry, coating, and material (carbide, high-speed steel, or specialized grades) must match the workpiece material. Machining titanium with tools optimized for aluminum produces catastrophic tool failure and scrapped parts.
Common Materials Used in Precision CNC Milling
Material choice directly affects machinability, tool wear rates, achievable tolerances, and part cost — so selecting the right alloy or plastic upfront prevents expensive surprises downstream.
Primary Metals for Precision Milling
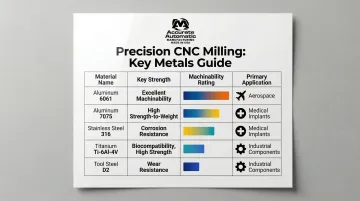
Aluminum alloys dominate precision milling due to excellent machinability and favorable strength-to-weight ratios:
- 6061-T6: Good workability, high corrosion resistance, 50% machinability rating; produces excellent surface finishes but requires sharp tools to prevent built-up edge
- 7075-T6: Very high strength for stressed structural parts, 70% machinability rating; machines cleaner than 6061 due to higher strength producing shorter chips
Stainless steel provides corrosion resistance and strength but introduces machining challenges:
- 303: Free-machining grade with added sulfur allows 50% faster machining speeds than 304/316, reducing tool wear and part costs
- 316: Superior corrosion resistance but prone to work-hardening; requires heavy positive feeds and rigid setups to prevent surface glazing
- 17-4PH: Precipitation-hardening martensitic alloy offering high strength; accelerates tool wear compared to 300-series and demands coated carbide tooling
Two additional metals appear frequently in precision milling, each with distinct setup demands:
- Titanium Ti-6Al-4V: Exceptional strength-to-weight ratio and biocompatibility suit aerospace and medical work, but its low thermal conductivity (6.7 W/m-K) concentrates cutting heat at the tool edge, driving rapid wear; specialized toolpath strategies and high-pressure coolant are non-negotiable
- Tool steels (A2, D2): Extreme wear resistance suits dies and tooling applications, but abrasive nature demands highly rigid setups and wear-resistant coated carbide grades
Engineering Plastics: PEEK, Delrin, and Nylon
Non-metal materials serve applications requiring weight reduction, chemical resistance, or electrical insulation:
- PEEK: High temperature resistance, exceptional strength, biocompatible; low thermal conductivity requires liquid coolants, and abrasive nature demands carbide or diamond-tipped tools
- Delrin (Acetal): High dimensional stability, low friction, excellent machinability; requires sharp single-fluted end mills and high feed rates to prevent frictional heat buildup
- Nylon (Polyamide): High toughness and chemical resistance, but high moisture absorption significantly impairs dimensional stability—parts can warp post-machining without humidity control
When tolerances tighten below ±0.005", specify Delrin or PEEK over Nylon — moisture-driven dimensional shift in Nylon makes holding tight tolerances unpredictable without controlled storage conditions.
Types of CNC Milling Machines: 3-Axis, 4-Axis, and 5-Axis
The kinematic configuration of a CNC mill determines what geometries it can produce and how many setups are required to complete a part. Understanding axis capabilities helps match machine selection to part complexity.
3-Axis Milling
The cutting tool moves along three linear axes—X (left/right), Y (front/back), and Z (up/down parallel to the spindle). This configuration suits flat surfaces, slots, holes, and simpler prismatic parts. It represents the most common and cost-effective setup for straightforward geometries where all features can be accessed from a single orientation.
Limitation: Complex parts requiring features on multiple faces need multiple setups, each introducing tolerance stack-up risk as the part is removed, repositioned, and re-clamped.
4-Axis and 5-Axis Milling
Adding rotational axes transforms capability:
- 4-axis incorporates one rotary axis (typically A-axis rotating around X, or B-axis around Y), enabling the machine to rotate the part or tool head for access to additional faces
- 5-axis adds two rotary axes (e.g., A and C, or B and C), allowing the tool to approach the workpiece from virtually any angle through swiveling trunnion tables or articulating spindle heads
Positional (3+2) vs. Simultaneous 5-Axis:
- 3+2 machining uses rotary axes to orient and lock the workpiece into a fixed position, then executes standard 3-axis milling—this allows shorter, more rigid cutting tools that reduce deflection and improve surface finish
- Simultaneous 5-axis moves all five axes continuously and simultaneously, mandatory for complex freeform surfaces like turbine blisks, impellers, and organic contours
Reducing Tolerance Stack-Up
Every manual re-fixturing operation consumes part of your tolerance budget. In standard 3-axis setups, fixturing inconsistencies can consume up to 20% of the part's total tolerance budget.
By using 5-axis machining to access five sides in a single setup, setup deviation drops to just 5-10% of part tolerance—sharply cutting stack-up risk and improving true position across complex features.
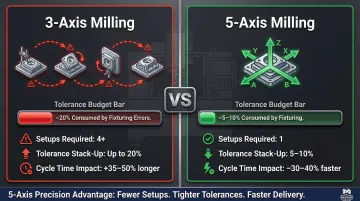
Simpler parts don't justify the added cost of 5-axis capability. Complex parts machined on 3-axis equipment, however, require multiple setups that introduce tolerance stack-up risk and extend cycle times.
Key Advantages of Precision CNC Milling
Accuracy and Repeatability
CNC automation eliminates human error in each cutting pass, enabling consistent results across high-volume production runs. Modern precision machining centers achieve positioning repeatability down to 1 micron, which matters most when multiple identical components must assemble or function together reliably.
Material Efficiency and Scrap Reduction
Precise toolpath programming minimizes material waste compared to traditional machining. Manufacturers report that implementing CNC milling with IoT monitoring reduces scrap rates by 60-80% compared to manual operations. Reduced rework translates directly to lower per-part costs — especially significant when machining expensive materials like titanium or tool steel.
Speed and Scalability
Once a CNC program is validated, machines can run continuously with minimal operator intervention. Scaling from prototype to full production requires no retooling or reprogramming from scratch. Key throughput gains include:
- Fewer setups: 5-axis machining reduces setups by up to 60%, cutting the time parts spend waiting between operations
- Faster cycle times: The same 5-axis approach cuts cycle times by roughly 30%, compressing overall lead times
- Continuous runtime: Lights-out machining capability keeps production moving beyond standard shift hours
What Determines Part Quality in Precision CNC Milling?
Quality in precision milling is not accidental—it results from controlled processes, calibrated equipment, and rigorous verification.
Dimensional Tolerances
Tolerances define the acceptable deviation from nominal dimensions. Modern precision CNC milling achieves ±0.001" (0.025 mm), with ultra-precision shops reaching 1-5 microns for critical aerospace and medical applications. However, tighter tolerances increase machining time and drive up costs—applying tight tolerances universally creates unnecessary expense.
Strategic tolerancing: Apply tight tolerances strictly to mating surfaces, bearing fits, and sealing interfaces. Relax non-critical dimensions to standard limits (±0.005") to speed machining and minimize scrap.
Surface Finish Requirements
Surface finish, measured as Ra (roughness average), affects both function and appearance:
- Ra 3.2 μm (125 μin): Standard machined finish suitable for most applications
- Ra 1.6 μm (63 μin): Fine finish for improved sealing surfaces
- Ra 0.8 μm (32 μin): Precision finish for bearing fits and critical interfaces
Surface finish is controlled through cutting speed, feed rate, and tool geometry. The theoretical relationship for finishing operations: Ra ≈ f² / 18r (where f = feed per tooth, r = tool nose radius). Increasing tool nose radius or decreasing feed rate exponentially improves surface finish.
Fixturing and Workholding
Getting surface finish right is only part of the equation. How a part is held during machining determines whether those tolerances actually hold.
Poor fixturing introduces vibration and movement that push features out of tolerance. Excessive clamping forces are equally problematic: they deform the workpiece during cutting, and once released, the part springs back out of spec. Precision shops use custom fixtures and vises designed for specific part geometry, balancing secure holding with minimal distortion.
Inspection and Quality Control Methods
Verification confirms finished parts meet specifications:
- CMM (Coordinate Measuring Machine) inspection provides comprehensive dimensional verification with sub-micron accuracy
- In-process probing allows the CNC machine to automatically measure features during machining and adjust tool offsets dynamically, catching deviations before final inspection
- Optical comparators verify profile dimensions and complex contours
Modern quality standards mandate a 4:1 Test Uncertainty Ratio (TUR). Per that standard, measurement uncertainty must be no larger than 25% of the tolerance band to prove conformance. A shop investing in CMM equipment and calibrated gauging can actually demonstrate part conformance—not just claim it.

Machine Condition and Calibration
Even the best CNC program cannot compensate for a worn or uncalibrated machine. Regular maintenance, thermal compensation systems, and calibration schedules prevent the kind of cumulative drift that causes entire production runs to fall outside tolerance. Temperature-controlled environments (20°C ± 1°C) prevent thermal expansion from introducing dimensional errors during machining.
Industries That Rely on Precision CNC Milled Parts
The global precision machining market is projected to reach $228.75 billion by 2033, driven by aerospace, medical, and advanced manufacturing demands.
Aerospace and Defense
Aerospace structural components—brackets, frames, housings, engine mounts—demand extreme tolerances and certified material traceability. AS9100D mandates strict configuration control, operational risk management, and counterfeit part prevention that general ISO 9001 shops cannot meet.
Key compliance requirements include:
- Configuration control and documented traceability for every part
- Operational risk management embedded in production processes
- Counterfeit part prevention protocols
- Zero tolerance for dimensional deviation on flight-critical components
Medical Devices and Healthcare
Surgical instruments, orthopedic implants, and diagnostic equipment components require biocompatible materials, micro tolerances of 1-3 microns, and surface finishes of 0.1-0.4 μm Ra. ISO 13485 and FDA 21 CFR 820 compliance mandates risk management, process validation, and full traceability. Even a 5-micron deviation can compromise implant fit or instrument sterility.
Industrial Machinery, Automotive, and Commercial Manufacturing
This sector spans a broad range of applications—pumps, valves, robotic components, tooling fixtures, and powertrain parts—where durability and repeatability under load are non-negotiable. Scalability and cost efficiency drive purchasing decisions here. Validated CNC programs produce identical parts across tens of thousands of cycles, making precision milling the backbone of reliable, high-volume production.
How to Choose the Right Precision CNC Milling Partner
Selecting a machining partner based solely on lowest hourly rate often results in severe downstream costs: late-stage design changes, scrap, schedule delays, and potential regulatory issues.
Evaluate Capabilities and Equipment
Confirm potential partners have appropriate axis count (3-axis through 5-axis), material experience, and in-house inspection equipment for your specific requirements. A shop that regularly handles your material and geometry will produce better results than one adapting to it. Ask about:
- Machine axis configurations and work envelope sizes
- Spindle speeds and tooling capabilities
- Material-specific experience and cutting strategies
- In-process probing and metrology equipment
Assess Quality Systems and Certifications
ISO 9001 certification signals documented, audited quality processes, but industry-specific certifications matter more for regulated sectors:
- AS9100D for aerospace and defense applications
- ISO 13485 for medical device manufacturing
- ISO 9001 as a baseline for general manufacturing
Look beyond paper certifications — ask for on-time delivery records, sample inspection reports, and customer references. These are more telling than a certificate on the wall.
Consider Communication and Partnership Fit
The best CNC milling relationships are built on transparency. A partner who provides DFM (Design for Manufacturability) feedback early, communicates openly about lead times, and treats your project as a priority reduces costly surprises. Look for shops that:
- Offer engineering consultation during quoting
- Provide clear communication about capabilities and limitations
- Value long-term customer relationships over transactional work
- Demonstrate responsiveness and project ownership
The right partner catches problems at the quoting stage — not after the first run of parts.
Frequently Asked Questions
What is precision milling?
Precision milling is a CNC-controlled subtractive machining process using rotating cutting tools to remove material from a workpiece and achieve tight dimensional tolerances (typically ±0.001" or tighter) and complex geometries that manual milling cannot consistently replicate.
How much does it cost to have precision parts milled?
Cost depends on part complexity, material, required tolerances, quantity, and machine axis count. Simple prototype parts may cost a few hundred dollars, while complex multi-setup components or high-volume production runs range into thousands. For accurate pricing, request quotes based on your engineering drawings and specific requirements.
What tolerances can precision CNC milling achieve?
Modern precision CNC milling typically achieves tolerances of ±0.001" (0.025 mm), according to Modus Advanced's precision machining capability guide. Specialized ultra-precision equipment can reach 1–5 microns, though machine capability, material, and part geometry all affect what's achievable. Tighter tolerances increase both cycle time and cost.
What is the difference between 3-axis and 5-axis CNC milling?
3-axis milling moves the tool along X, Y, and Z linear axes, suitable for simpler geometries accessible from one orientation. 5-axis adds two rotational axes, enabling complex contoured surfaces, undercuts, and compound angles in fewer setups—reducing tolerance stack-up and cycle time.
What materials are best suited for precision CNC milling?
Aluminum alloys (6061, 7075), stainless steel (303, 316, 17-4PH), titanium (Ti-6Al-4V), and engineering plastics (PEEK, Delrin) are all commonly precision-milled. Material selection comes down to your application — a medical implant demands biocompatibility and corrosion resistance, while an aerospace bracket prioritizes strength-to-weight ratio.
How long does it take to produce precision CNC milled parts?
Simple parts can be completed in a few days; complex multi-setup components or larger production runs may take several weeks. Material availability and shop workload both factor in, so raise timeline requirements early — before design is finalized — to avoid delays.