Introduction
A CNC machined part can meet every dimensional specification on paper and still fail in the field if no one verified it against the drawing. Precision alone doesn't guarantee quality — without systematic inspection at multiple stages, even the most capable machine produces expensive scrap.
Quality testing in CNC machining means verifying dimensions, tolerances, surface finish, and material integrity before, during, and after production to catch defects before they reach your customer. In aerospace, automotive, and medical devices, a single non-conforming part can trigger recalls, liability claims, or line shutdowns. This guide covers the methods, tools, and inspection stages used to prevent that.
Key Takeaways
- Quality control verifies every part meets exact design specifications through dimensional, surface, and material testing
- Inspection occurs at three critical stages: design review, in-process checks, and final verification
- Essential tools include micrometers (±0.0001" precision), CMMs for 3D geometry mapping, and surface profilometers
- First Article Inspection (FAI) and PPAP packages provide formal traceability and approval documentation
- Shops with structured QC processes, not just capable machines, are far less likely to deliver costly failures
What Is Quality Control in CNC Machining and Why It Matters
CNC machining quality control is the structured set of processes used to verify that machined parts conform to engineering drawings, tolerance specifications, and customer requirements. This encompasses dimensional checks, surface analysis, material verification, and process documentation—not just a final visual inspection before shipping.
The financial stakes are enormous. The Cost of Poor Quality (COPQ) consumes 15% to 20% of total sales revenue in mature manufacturing operations. The "Rule of Ten" demonstrates that defect remediation costs escalate exponentially at each subsequent lifecycle stage—a defect caught during setup costs $1 to fix, but the same defect discovered after shipping can cost $100 or more in warranty claims, recalls, and lost customer trust.
Quality cannot be "tested in" at the end. This is why serious CNC operations invest heavily in prevention—training, maintenance, and in-process probing—rather than relying solely on end-of-line inspection.
Industries where CNC quality control is most critical include:
- Aerospace & Defense — AS9100 Rev D mandates formal production process verification via AS9102 First Article Inspection; material certifications are non-negotiable for flight-critical components
- Automotive — IATF 16949:2016 requires PPAP (Production Part Approval Process) documentation
- Medical Devices — ISO 13485:2016 demands strict lot traceability and process validation
- Oil & Gas — Pressure-rated components require dimensional and material verification to prevent catastrophic field failures

In these sectors, inspection isn't a checkbox—it's a regulatory requirement and a contractual obligation.
Key Inspection Methods and Tools for CNC Machined Parts
Inspection tool choice depends on the feature being measured, the required tolerance, and part complexity. No single tool covers everything, which is why professional machine shops maintain a complete metrology arsenal.
Visual Inspection
Visual inspection is the baseline check performed on every part. Trained inspectors look for:
- Surface defects (scratches, gouges, pitting)
- Burrs and sharp edges
- Chips or cracks
- Obvious dimensional anomalies
- Finish quality
For internal features or hard-to-reach areas, inspectors use magnification tools or borescopes. While visual inspection catches obvious defects, it cannot verify dimensions or tolerances—that requires measurement tools.
Dimensional Measurement Tools
Core Manual Tools:
| Tool | Typical Precision | Best Use Case |
|---|---|---|
| Vernier Calipers | ±0.001" to ±0.002" | General OD/ID checks, step measurements, non-critical lengths |
| Micrometers | ±0.00005" to ±0.0001" | Tight-tolerance outside diameters and thicknesses |
| Dial Indicators | ±0.0001" to ±0.0002" | Runout, flatness, and concentricity verification |
| Bore Gauges | ±0.0001" | Internal diameter measurement for precision holes |
Critical distinction: A caliper's resolution (smallest increment displayed, often 0.0005") is not the same as its accuracy (maximum permissible error, typically ±0.001" to ±0.002"). Never use calipers to accept features with tolerances tighter than ±0.002"—micrometers or CMMs are required.
Go/No-Go Gauges:
Go/no-go gauges provide fast, shop-floor-friendly pass/fail checks without measuring actual dimensions. They're ideal for:
- Threaded hole verification
- Bore diameter checks in high-volume production
- Quick verification that features fall within tolerance limits
- Operator-level inspection without requiring full measurement skills
The "go" end must pass through or onto the feature; the "no-go" end must not. If both conditions are met, the part passes.
Coordinate Measuring Machine (CMM)
The CMM is the gold standard for complex, multi-feature inspection. It uses a precision touch probe to map part geometry in three dimensions and compare it against the CAD model or engineering drawing.
Why CMMs matter:
- Measure angles, positions, profiles, and datums simultaneously
- Generate documented, traceable reports of every critical dimension
- Verify GD&T callouts (true position, perpendicularity, flatness, cylindricity)
- Provide objective evidence for First Article Inspection (FAI) and PPAP
CMM accuracy is defined by ISO 10360 standards and degrades as part size increases. For example, a Mitutoyo Crysta-Apex specifies E(0,MPE) = 1.7 + 3L/1000 µm, meaning measurement uncertainty grows linearly with measured length (L). Buyers should evaluate a supplier's CMM capabilities against their largest component dimensions—not just accept baseline accuracy claims.
Surface Finish and Material Testing
Surface Profilometers:
Surface roughness is quantified using Ra (Arithmetic Average Roughness), measured by dragging a stylus across the machined surface. 80% of CNC components function perfectly at Ra 1.6 µm, yet buyers frequently over-specify Ra 0.4–0.8 µm (required primarily for dynamic hydraulic seals), which can double machining time and costs.
| Ra Value | Machining Process | Functional Application |
|---|---|---|
| 3.2–6.3 µm | Standard milling/turning | Non-critical surfaces, brackets |
| 1.6–3.2 µm | Finish milling/turning | General mechanical parts (industry default) |
| 0.8–1.6 µm | Fine finish turning | Bearing seats, static O-ring seals |
| 0.4–0.8 µm | Precision grinding/polishing | Dynamic hydraulic seals, optical mounts |

Hardness Testers:
Hardness testing verifies proper heat treatment. ASTM E18 governs Rockwell testing (diamond cone indenter), while ASTM E10 governs Brinell testing (10mm ball indenter for rougher materials).
Critical consideration: Testing on curved CNC parts without applying convex cylindrical correction factors yields falsely low hardness readings due to reduced lateral support under the indenter. Suppliers must document ASTM E18 Annex A6 correction factors on material certifications when testing round components under 25mm (1 inch) in diameter.
The CNC Quality Inspection Process: Step by Step
From drawing review to final shipment, a disciplined inspection sequence is what separates conforming parts from costly scrap. Each step catches different failure modes — skipping any one of them pushes problems downstream where they cost far more to fix.
Step 1 — Design Review and Print Analysis
The QC process starts before any cutting begins. The engineering and QA team reviews the customer drawing to:
- Confirm tolerances are achievable with available equipment
- Verify all features can be accurately measured
- Identify design characteristics that could create manufacturing problems
- Flag conflicts or ambiguities in GD&T callouts
Catching an ambiguous tolerance callout at this stage costs minutes of review time. The same issue found after a full production run can mean scrapping an entire batch.
Step 2 — First Article Inspection (FAI)
FAI is the comprehensive dimensional check performed on the very first part produced in a new job setup. Every feature on the drawing is measured and recorded to confirm the setup, tooling, and program are producing a conforming part before the full run proceeds.
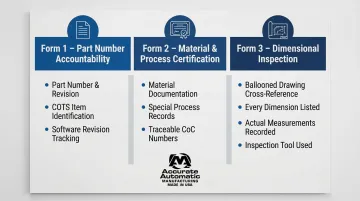
AS9102 Rev C (2023) mandates three forms:
- Form 1: Part number accountability, including COTS items and embedded software revisions
- Form 2: Material and special process documentation with traceable Certificate of Conformance numbers
- Form 3: Ballooned drawing cross-reference listing every dimension, actual measured result, and inspection tool used
FAI is triggered by new part introduction, design revision, manufacturing source change, or production lapse exceeding two years.
Step 3 — In-Process Inspection
In-process inspection involves ongoing checks during production—by operators using gauges and calipers at set intervals—to catch drift early before it affects an entire batch.
Critical distinction:
- Drift: Gradual changes like thermal expansion or tool wear shifting a bore size slowly out of tolerance
- Shift: Sudden events like a chipped tool or chip caught under a fixture causing immediate dimensional change
End-of-line QC alone cannot reliably distinguish drift from shift until scrap has already been made. Modern shops use on-machine probing and inspection triggers based on specific events: tool changes, machine restarts, shift handoffs, and SPC alarms.
Step 4 — Final / Post-Process Inspection
After machining and any secondary operations (heat treating, plating, surface finishing), a final inspection confirms the completed part against all drawing requirements. Typical checks at this stage include:
- CMM reports: Full dimensional verification against the drawing balloon map
- Surface finish readings: Ra/Rz values confirmed with profilometers
- Hardness tests: Rockwell or Brinell tests verifying heat treat results
- Visual inspection: Burrs, surface defects, and marking/labeling compliance
All results are consolidated into the sign-off package before the part ships.
Step 5 — Documentation, Traceability, and Approval
Quality documentation ties every measured result back to a specific lot, operator, machine, and process — making the outcome traceable and repeatable, not accidental.
Key documents:
- Initial Sample Inspection Report (ISIR): Records full dimensional layout with actual measurements
- Production Part Approval Process (PPAP): Formal package confirming process capability (required in automotive)
- Part Submission Warrant (PSW): Summary document with formal declaration of conformity
- Material Test Reports (MTRs): Certifies raw material compliance with heat/lot numbers and mechanical properties
PPAP Level 3 is the automotive default, requiring all 18 elements including FMEA, Control Plans, and capability studies—not just the PSW alone.
Understanding Tolerances and Quality Documentation
A tolerance like ±0.01" means the dimension must fall within a band 0.02" wide centered on the nominal value. For example, a 1.000" shaft with ±0.01" tolerance must measure between 0.990" and 1.010" to pass. Tighter tolerances require more precise tooling, slower feeds, and more frequent inspection.
Tolerance classes:
| Tolerance Type | Dimensional Band | Manufacturing Requirements |
|---|---|---|
| Standard | ±0.005" (0.13 mm) | Standard CNC milling/turning; highly cost-effective |
| Tight/Precision | ±0.001" to ±0.002" | Rigid setups, thermal control, frequent tool offset adjustments |
| Ultra-Tight | < ±0.0005" (< 0.012 mm) | Precision grinding, honing, or Wire EDM; costs typically 5–10× higher than standard tolerancing |
Geometric Dimensioning and Tolerancing (GD&T):
ASME Y14.5-2018 governs GD&T, which controls form, orientation, and location of features (true position, flatness, perpendicularity, cylindricity) rather than just 2D size. GD&T ensures parts assemble correctly even at Maximum Material Condition (MMC).
Those tolerancing requirements don't exist in isolation — they're backed by a paper trail. Here are the key quality documents buyers should understand:
- FAI (First Article Inspection): Verifies the first production part meets all drawing requirements before the full run proceeds
- ISIR (Initial Sample Inspection Report): Records full dimensional layout with actual measurements
- PPAP (Production Part Approval Process): Formal package confirming process capability and approval for production
- Material Certifications: EN 10204 3.1 Mill Test Reports with heat/lot numbers, chemical composition, and mechanical properties
Industries requiring these documents:
- Aerospace: AS9102 FAI mandatory
- Automotive: PPAP Level 3 default
- Medical devices: ISO 13485 traceability and process validation
- Defense: Material certifications and dimensional reports
How Accurate Automatic MFG Delivers Precision Quality
At Accurate Automatic MFG, quality control runs through every stage of production—from design review and in-process checks to final inspection and documentation. Customers receive parts that meet print specifications, backed by a team that treats accuracy as a baseline, not a goal.
Precision manufacturing demands more than capable machines. It requires consistent inspection processes and documentation at every step. That's how Accurate Automatic MFG approaches every job:
- Reviewing design requirements before production begins
- Performing in-process inspections to catch deviations early
- Documenting quality records to support traceability
- Delivering components verified against customer specifications
Whether you need CNC milling, CNC turning, or screw machine operations, every project benefits from the same systematic approach to inspection and workmanship. For specific information about our inspection capabilities, quality documentation, and tolerance requirements for your project, reach out to our team at sales@accurateautomaticmfg.com or call +1 330-435-4575.
Frequently Asked Questions
How do you perform quality testing and inspection of CNC machined parts?
Quality testing involves a sequence of checks: design review before machining, First Article Inspection on the first piece, in-process operator checks during the run, and final inspection using calipers, micrometers, CMMs, and surface testers. All measurements are documented for traceability, creating objective evidence that parts meet specifications.
What does a +/- 0.01 tolerance mean for CNC machined parts?
A ±0.01 tolerance means the measured dimension can deviate no more than 0.01 units (inch or mm) above or below the nominal value—so a 1.00" feature must fall between 0.99" and 1.01" to pass. Tighter tolerances require more precise tooling, slower machining speeds, and more careful inspection, which increases part cost.
What is a CMM and how is it used in CNC part inspection?
A Coordinate Measuring Machine (CMM) is a precision instrument with a touch probe that maps a part's geometry in 3D, comparing it against the engineering drawing or CAD model. CMMs are standard for First Article Inspection and PPAP because they generate a full, traceable dimensional report covering multiple features simultaneously, including complex GD&T callouts.
What is a First Article Inspection (FAI) in CNC machining?
FAI is a comprehensive measurement of every feature on the very first part produced in a new job setup. It verifies that the setup, tooling, and CNC program are all producing a conforming part before the full production run begins, preventing costly batch scrap from setup errors.
What quality certifications should I look for in a CNC machine shop?
ISO 9001 is the baseline quality management certification, while automotive suppliers require IATF 16949. Beyond certifications, request PPAP capability, FAI documentation, and CMM inspection reports — then ask about their metrology equipment, calibration procedures, and whether they have a dedicated QA team.
How can I tell if a CNC machine shop has a strong quality control process?
Ask about their inspection equipment (CMM, surface testers, calibrated hand tools), whether they perform FAI on every new job setup, and what documentation ships with parts (ISIR, MTRs, CoC). Request sample inspection reports — these reveal the shop's actual documentation quality and traceability faster than any brochure will.