Introduction
Metal machining underpins nearly every manufactured component around us, from the engine block in your car to the surgical instruments in an operating room. The U.S. Machine Shop Services market alone is projected to reach $47.8 billion by 2026, yet most people outside the shop floor have little understanding of how raw metal becomes a precision part.
Many manufacturers struggle with selecting the right machining process, understanding tolerances, or choosing between CNC and manual methods — decisions that directly affect part quality, cost, and delivery time.
This guide covers: the definition of metal machining, the five most important processes, how materials and parameters affect outcomes, and how CNC compares to traditional machining.
Key Takeaways
- Metal machining removes material from a workpiece using cutting tools to create precise parts with tight tolerances
- Five core processes cover most machining work: turning, milling, drilling, boring, and grinding — each suited to specific part geometries
- Cutting speed, feed rate, and depth of cut directly determine part quality, tool life, and manufacturing costs
- CNC machining delivers tighter tolerances (±0.0002 inches) and higher repeatability than manual methods
What Is Metal Machining?
Metal machining is the controlled removal of material—most often metal—from a raw workpiece using cutting tools to achieve a specific shape, size, and surface finish. This classifies it as subtractive manufacturing, in contrast to additive processes like 3D printing. Manufacturing engineering standards define machining as processes designed to remove unwanted material, usually in the form of chips or swarf, from a workpiece.
The Role of the Machine Shop and Machinist
Machinists interpret engineering drawings or CAD blueprints to determine the correct sequence of operations, tools, and parameters needed to produce a part within specified tolerances. These skilled professionals bridge the gap between design intent and physical reality, selecting cutting tools, fixturing methods, and machining sequences to transform raw stock into finished components.
The scale of this work is significant: the U.S. precision machining industry comprises 17,156 machine shop establishments employing 223,313 workers, generating over $14.2 billion in annual payroll.
Shops like Accurate Automatic MFG combine CNC automation with skilled manual machining to handle everything from prototype work to full production runs, producing parts to specification regardless of volume or complexity.
Why Precision Matters
Engineering tolerance—the allowable variance in dimensions—is critical in industries like aerospace, automotive, and medical device manufacturing. Even minor deviations can compromise function, safety, or assembly fit. For example, aerospace components often require tolerances of ±0.001 inches or tighter, while medical implants demand biocompatible materials and extremely tight dimensional control to ensure patient safety. The National Institute of Standards and Technology (NIST) highlights that machining processes are used when higher dimensional accuracy and superior surface finishes are required than can be obtained from forming or casting alone.
The Core Metal Machining Processes Explained
Machining operations divide into two groups based on the shapes they produce: circular (turning, boring, drilling) and various/flat shapes (milling, grinding). This distinction matters because it determines which machine tool and setup will most efficiently produce your part.
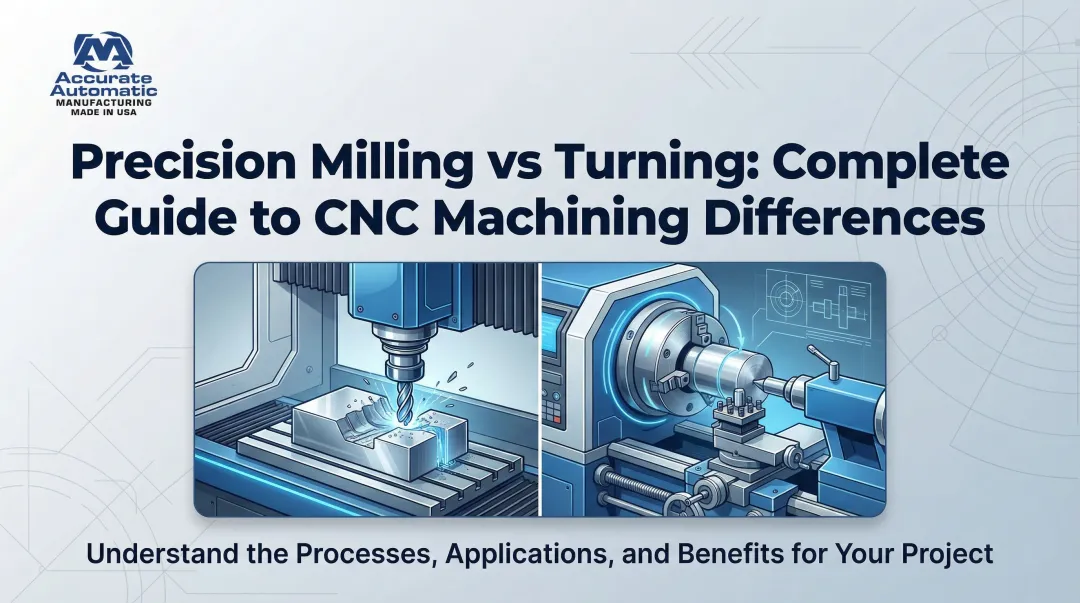
Turning
Turning rotates the workpiece on a lathe while a stationary cutting tool removes material from the outside diameter. For cylindrical shapes — shafts, rods, bushings — turning is the natural starting point. CNC lathes handle complex profiles automatically, with tapers, grooves, and threads programmed once and repeated across production runs.
Modern CNC turning centers hold tight tolerances on cylindrical features. Common applications include:
- Automotive transmission components and pump shafts
- Precision fasteners and threaded fittings
- Hydraulic cylinder rods and spindle components

Milling
Milling uses a rotating multi-edge cutting tool brought against a stationary workpiece to create flat surfaces, slots, contours, and complex 3D shapes. Vertical and horizontal CNC mills handle a broad range of part geometries, from simple flat plates to intricate aerospace brackets with pockets, bosses, and angled features — making milling the broadest-application process in most shops.
Modern Machine Shop's 2024 benchmarking survey shows that 89-90% of both top-performing and average shops operate vertical machining centers, a figure that reflects how rarely a shop can compete without vertical milling capability.
Drilling and Boring
Drilling creates a new hole using a rotating drill bit, while boring enlarges or finishes a pre-existing hole for greater accuracy. Drilling is fast and efficient for initial hole creation, but boring is preferred when hole diameter, roundness, and position must meet tight tolerances—such as engine block cylinder bores or precision bearing housings.
Boring operations use single-point cutting tools that operators adjust to hit exact diameters and finer surface finishes than drilling alone can achieve.
Grinding
Grinding is an abrasive process that removes very small amounts of material using a rotating abrasive wheel. Finishing is its primary role: tolerances within 0.0001 inches and surface finishes that conventional cutting tools simply can't match.
Hardened steel components are where grinding proves indispensable. Typical applications include:
- Injection mold cavities and die components
- Precision gauges and measuring instruments
- Bearing races and hardened gear surfaces
Standard cutting tools wear too quickly against hardened steel — grinding is the practical solution.
Common Materials Used in Metal Machining
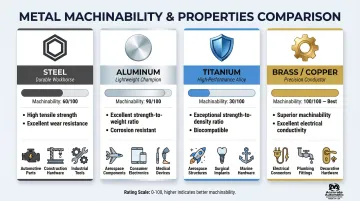
Material selection drastically impacts machining economics, tool life, and part quality. The four most commonly machined metals each bring distinct characteristics:
- Steel: Includes carbon steel, stainless steel, and tool steel grades. Offers excellent strength and wear resistance, though machinability varies widely by hardness and alloy content.
- Aluminum: Preferred in aerospace and automotive applications for its high strength-to-weight ratio. 6061-T6 aluminum carries a machinability rating of 90–270% compared to the free-machining steel baseline—meaning it can be cut at speeds more than double that of standard steel.
- Titanium: Exceptional corrosion resistance and strength, but costly and difficult to machine. Ti-6Al-4V has a machinability rating of only 20–25%, requiring slower speeds and specialized tooling.
- Brass/Copper: Used for electrical and plumbing applications. Free-cutting brass (C36000) machines easily with excellent surface finishes and minimal tool wear.
Understanding Machinability
Machinability describes how easily a material can be cut cleanly and consistently—and it directly affects tool life, cycle time, and cost. The industry standard uses AISI 1212 free-machining steel as the 100% baseline; materials rated above 100% are easier to machine, while those below require slower speeds and more frequent tool changes.
Plastics and composites are also machined using many of the same processes, and are common in medical, electrical, and scientific applications where metal properties aren't required.
Machining Parameters That Determine Part Quality
Three primary parameters control every machining operation. Mis-set any one of them, and the result is accelerated tool wear, poor surface finish, or scrapped parts.
Cutting Speed
Measured in surface feet per minute (SFM), cutting speed is the rate at which the cutting edge moves through the material. Too high a speed generates excess heat and accelerates tool wear; too low a speed results in poor surface finish and inefficiency. For example, when machining titanium Ti-6Al-4V with KCU25B carbide inserts, cutting speeds must stay within 115-377 SFM, while aluminum alloys can be machined at 660-2950 SFM with the same tooling.
Optimal cutting speed depends on both the workpiece material and the tool material. Carbide handles higher speeds than high-speed steel (HSS), and ceramic inserts push higher still—so tool selection and speed targets are always set together, not independently.
Feed Rate
Measured in inches per minute (IPM) or inches per revolution (IPR), feed rate is how fast the tool or workpiece advances during a cut. The trade-off is clear:
- Higher feed rate: Faster material removal but rougher surface finish
- Lower feed rate: Smoother surface but longer cycle time
NIST research demonstrates that feed rate is often the major factor influencing surface finish, particularly in operations without chemical coolant additives.
Depth of Cut
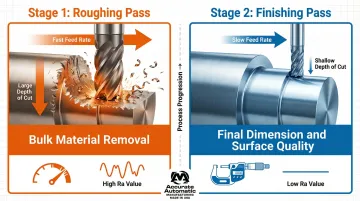
Most machining operations use a two-stage approach:
- Roughing passes: Shallow cuts that remove bulk material fast, getting close to the final shape
- Finishing passes: Light cuts that hit the final dimension and deliver the surface quality specified on the drawing
This sequence balances efficiency with precision—rough cuts maximize material removal rates, while finishing cuts handle the tolerances that matter.
The Role of Cutting Fluids and Coolants
Cutting fluids reduce heat buildup at the cutting zone, extend tool life, flush away chips (swarf), and improve surface finish. Research on high-speed milling of Ti-6Al-4V shows that Minimum Quantity Lubrication (MQL) improved surface roughness by up to 15.33% and reduced tool wear by up to 83.16% compared to flood cooling.
The correct coolant choice depends on the workpiece material and machining operation—water-soluble fluids for general steel machining, straight oils for difficult materials like titanium, and high-pressure coolant systems for deep-hole drilling and heavy roughing cuts.
CNC Machining vs. Traditional Machining
Computer Numerical Control (CNC) machining uses pre-programmed software to control the movement and operation of mills, lathes, and other machine tools, allowing complex geometries to be produced automatically with minimal manual intervention. According to NIST, CNC refers to the digital control of a physical machine integrating actuators, power electronics, sensors, and a dedicated real-time computer.
Traditional or manual machining requires the operator to directly control tool movement using handwheels, levers, and dials.
Key Advantages of CNC Machining
- Parts produced in large runs hold the same dimensions within tight tolerances — modern CNC centers routinely achieve ±0.0002 inches or better, a standard manual methods can't consistently match
- Once programmed and proven, CNC machines repeat operations identically, eliminating operator-to-operator variation
- Automated loading systems allow machines to run unattended during off-shifts (lights-out operation)
- Stored programs cut re-programming time for repeat orders, speeding turnaround on returning jobs
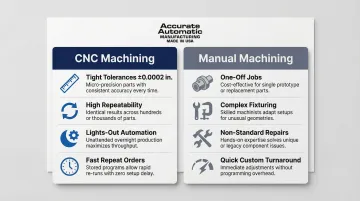
When Traditional Manual Machining Still Has Value
Manual machining remains valuable for:
- Small one-off jobs where CNC programming time exceeds manual setup time
- Setups where fixturing a CNC machine would be more time-consuming than manual work
- Non-standard repairs requiring skilled operator judgment and adaptation
- Shops that need flexibility for quick-turnaround custom work
Accurate Automatic MFG combines CNC automation with skilled manual machining capabilities, covering everything from prototype work to full production runs and producing parts to specification at any volume.
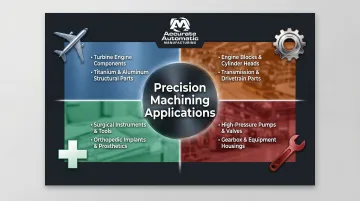
Industries and Applications of Metal Machining
Precision machining touches nearly every major manufacturing sector. Key industries include:
Aerospace: Engine components, structural parts requiring strict tolerances and lightweight materials like titanium and aluminum. The global aerospace parts manufacturing market was estimated at $913.13 billion in 2023, driven in large part by demand for precision-machined components.
Automotive: Engine blocks, transmission parts, brake components. Suppliers must maintain IATF 16949:2016 certification, which defines quality management system requirements for the global automotive supply chain.
Medical: Surgical instruments, implants requiring biocompatible materials and extremely tight tolerances. Shops serving this sector need ISO 13485:2016 certification, tailored to medical device regulatory and safety requirements.
Industrial/Energy: Pumps, valves, housings for oil and gas, power generation, and heavy equipment applications.
The Spectrum of Machined Parts
Machined components range from high-volume commodity parts (fasteners, bushings) to low-volume, high-complexity custom parts (prototype assemblies, replacement industrial components). A capable machine shop handles both ends of this range — from prototype runs of 10 pieces to production runs of 10,000.
Frequently Asked Questions
What is machining in metal work?
Metal machining is a subtractive manufacturing process in which cutting tools remove material from a metal workpiece to produce parts with precise dimensions, tolerances, and surface finishes. It encompasses processes like turning, milling, drilling, and grinding.
Is forged better than CNC?
Forging and CNC machining serve different purposes and work well together. Forging shapes metal through compressive force to produce grain-aligned, high-strength parts; CNC machining then adds tight dimensional tolerances and complex geometries. Many finished components go through both processes.
What metals are easiest to machine?
Aluminum and brass are considered the most machinable common metals due to their softness and low cutting resistance. Hardened steels and titanium are significantly more challenging and require specialized tooling, slower cutting parameters, and advanced cooling strategies.
What is the difference between roughing and finishing cuts in machining?
Roughing cuts use high feed rates and deep depths of cut to remove bulk material quickly and get the workpiece close to final shape. Finishing cuts use lower feeds and shallow depths to achieve the final dimension, tolerance, and surface quality specified on the engineering drawing.
What industries rely most on metal machining?
Aerospace, automotive, medical device, and industrial/energy sectors are the heaviest users of precision metal machining. All four demand tight tolerances, complex geometries, and parts that hold up under extreme operating conditions.