Introduction
Engineers and procurement teams sourcing small, complex, high-precision parts run into the same wall: tolerances conventional machining can't hold, slender geometries that deflect under cutting forces, and volumes that demand consistent output.
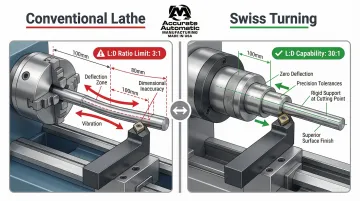
Parts with length-to-diameter ratios exceeding 3:1 or 4:1 are especially problematic on conventional lathes — deflection causes dimensional drift, poor surface finish, and elevated scrap rates.
Swiss precision turning solves these problems directly. By supporting the workpiece mere millimeters from the cutting zone through a guide bushing, Swiss turning eliminates deflection and enables the production of slender components with L:D ratios up to 30:1 while holding tolerances as tight as ±0.0001". This guide walks through how Swiss turning works, how it compares to conventional CNC turning, its benefits and limitations, and which applications it's best suited for.
TLDR:
- Swiss turning supports workpieces at the cutting zone via guide bushing, enabling 20:1 to 30:1 L:D ratios without deflection
- Holds ±0.0001"–±0.0005" tolerances with 16–32 Ra surface finishes straight off the machine
- Modern machines run up to 13 axes with sub-spindles for simultaneous operations, compressing cycle times
- Ideal for small-diameter parts (2mm–38mm) in high volumes (10,000+ pieces) across medical, aerospace, and automotive sectors
- Requires screw-machine-quality bar stock and neat cutting oils for optimal performance
What Is Swiss Precision Turning?
Definition and Core Concept
Swiss precision turning is a specialized CNC machining method where the workpiece advances axially through a guide bushing while tooling remains stationary—the opposite of conventional turning where tools move toward a fixed workpiece. This design keeps the cutting zone as close to the support point as possible, minimizing deflection.
The guide bushing acts as a "steady rest" directly adjacent to the cutting tool, providing continuous support at the exact point of material removal. This makes it possible to hold extremely tight tolerances on long, slender parts.
On conventional lathes, parts with a length-to-diameter ratio greater than 3:1 or 4:1 act as cantilevered beams, bending under radial cutting forces. The Swiss guide bushing eliminates this cantilever effect, enabling L:D ratios of 20:1 to 30:1 without vibration or deflection.
A Brief History
The Swiss-type lathe was invented in the 1870s by Jakob Schweizer in Switzerland's "Watch Valley" to produce miniature, high-precision components for the booming watchmaking industry. "Swiss" in the name refers to this origin, not the machine's country of manufacture today.
From Switzerland, the technology spread to the U.S. during World War II out of strategic necessity. The War Production Board authorized companies like George Gorton Machine Co. and Gibbs to produce copies of Swiss designs (such as Petermann and Tornos) to supply critical aircraft and fire control parts. The transition to CNC-controlled Swiss lathes began in the 1970s, transforming these mechanically cam-driven machines into highly programmable, flexible manufacturing platforms.
The Modern Swiss CNC Machine
Today's Swiss CNC machines build on the sliding headstock concept but now feature Computer Numerical Control, live tooling, sub-spindles, and up to 13 axes—enabling complex geometries, simultaneous operations, and lights-out automation. The Citizen Cincom M16 and M32, for instance, use up to 13 axes, while the Nexturn SA-32XIII features an 11-axis configuration with three independent Y-axes.
Modern Swiss turning addresses the skilled labor shortage by completing operations in a single machine cycle that once required separate manual steps:
- Secondary facing and countersinking
- Milling features without re-fixturing
- Complex geometry in one continuous run
This "done-in-one" capability eliminates re-fixturing errors, reduces work-in-progress inventory, and cuts handling costs.
How CNC Swiss Turning Works
Machine Setup and Bar Feeding
Bar stock is loaded into a channel set inside the bar feeder, sized to the approximate diameter of material, and supported at the rear by a pusher collet matched precisely to the bar diameter. The bar feeder continuously advances stock into the machine, enabling long unattended production runs.
Material passes through the chucking collet and then through the guide bushing to reach the cutting zone. The chucking collet is set far enough behind the guide bushing to allow the entire part length—plus cutoff and facing stock—to feed through before re-clamping. This is a critical distinction from conventional CNC lathe setup.
Bar stock must also meet strict straightness requirements (maximum 0.021" Total Indicated Run-off per 3 feet) and tight OD tolerances. Deviations cause binding or concentricity errors in the guide bushing, which compound across a long production run.
Cutting and Simultaneous Operations
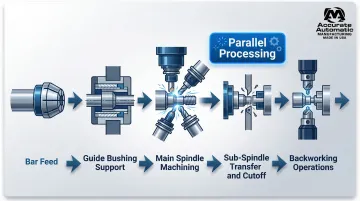
As the main spindle advances bar stock through the guide bushing, multiple tools positioned around the bushing perform turning, drilling, threading, boring, and milling operations—often simultaneously rather than sequentially. Advanced CNC controls use "superimposition," where the Z-axis of a frontwork unit automatically compensates for the movement of the material spindle, allowing two different features to be machined simultaneously in perfect synchronization.
After the main spindle completes primary features, the sub-spindle grips the part and the cutoff tool separates it. Secondary backworking operations then run on the back face, such as:
- Countersinking
- Facing
- Cross-drilling
All of this happens while the main spindle has already begun machining the next part. This parallel processing dramatically cuts cycle time and allows parts to drop complete.
Coolant and Cutting Environment
Swiss machines use oil-based coolant rather than the water-based coolant of conventional lathes. While oil has lower heat capacity, its superior lubricity reduces friction, minimizes heat generation at the cutting zone, extends tool life, and prevents corrosion—important for consistent precision over long production runs.
Water-based coolants can corrode machine components and risk shorting out the electrical stators in built-in sub-spindles—making oil the safer choice for these machines. High-pressure oil delivery systems (1,000 to 2,000 psi) evacuate chips from deep holes and cool the cutting zone effectively. Machines must be equipped with mist collection systems and automatic fire suppression units for safe unattended operation.
Swiss Turning vs. Conventional CNC Turning
Understanding the practical differences between Swiss and conventional turning helps determine which process fits your part requirements—not to position one as universally superior, but to clarify where each excels.
Headstock and Workpiece Support
Conventional turning: Fixed headstock, workpiece clamped at one or both ends, tool moves toward the part. Parts with L:D ratios greater than 4:1 are prone to deflection.
Swiss turning: Sliding headstock, continuous guide bushing support eliminates overhang deflection, making long slender parts achievable. The guide bushing supports the material within millimeters of the cut, acting as a zero-length beam that eliminates the cantilever effect.
Axes, Cycle Time, and Throughput
Conventional CNC lathes: Typically operate on 2–5 axes, sequential tool-change approach.
Swiss machines: Operate on 7–13 axes. The higher axis count enables simultaneous multi-operation machining, cutting cycle time for complex parts. Automatic bar feeding eliminates manual workpiece swapping downtime, further boosting throughput.
Post-Processing and Secondary Operations
Conventional turning often requires parts to be moved to secondary machines for additional operations (milling features, drilling cross-holes, backworking). Swiss turning, with live tooling and sub-spindle capability, can complete many of these as part of the primary cycle. That consolidation delivers:
- Fewer part handlings between operations
- Lower fixturing error rates from reduced setups
- Shorter lead times by keeping work in a single machine cycle
Cost Considerations
Swiss machines carry a higher capital cost than conventional lathes. For medium-to-high volume production of complex small parts, the per-part cost typically favors Swiss turning once setup costs are amortized. Faster cycle times, fewer secondary operations, and lower scrap rates all contribute to that cost advantage.
Performance Comparison:
| Capability | Swiss Machining | Conventional CNC Turning |
|---|---|---|
| Typical Tolerances | ±0.0001″ to ±0.0005″ | ±0.001″ to ±0.003″ |
| Surface Finish (Ra) | 16–32 microinches | 32–63 microinches |
| Max L:D Ratio | Up to 30:1 | 3:1 to 4:1 (without support) |
| Setup Time | Longer, highly complex | Shorter, simpler |
| Ideal Production Volume | High-volume (10,000+ pieces) | Prototyping to mid-volume |
Key Benefits of Swiss Precision Turning
Swiss precision turning solves problems that conventional lathes can't. For small-diameter, complex parts produced in volume, these machines deliver advantages across tolerance, throughput, surface quality, and labor efficiency:
Ultra-tight tolerances and repeatability:
- Achieves dimensional tolerances between ±0.0002" and ±0.0005", with ±0.0001" feasible in optimized setups
- Exceptional concentricity and repeatability across large production runs
- Critical for medical, aerospace, and automotive supply chains where part-to-part consistency is non-negotiable
Fewer secondary operations, faster throughput:
- Parts frequently exit the machine complete or near-complete
- Cuts lead times and handling costs
- Eliminates re-fixturing errors (repositioning parts between setups) and reduces work-in-progress inventory
Superior surface finish quality:
- Typical surface finishes range from 16 to 32 Ra microinches, with finishes as fine as 8 Ra achievable
- Guide bushing support reduces vibration and deflection to near zero
- Often eliminates the need for post-machining finishing like centerless grinding or polishing
Lights-out automation potential:
- Swiss turning centers with 12-foot bar feeders can run largely unattended through full shifts
- A single operator can monitor multiple machines simultaneously, lowering per-part labor cost without sacrificing output
- Makes consistent high-volume production feasible even with a lean shop floor team
Together, these advantages make Swiss turning a compelling choice when tight tolerances, high volumes, and minimal post-processing time are all on the table.

Industries and Applications
Swiss precision turning's combination of tight tolerances, small part capability, and high-volume repeatability makes it the go-to process across several demanding industries. Bar stock diameter typically ranges from 2mm to 38mm (approximately 1.5 inches) — that size range is precisely what medical, aerospace, automotive, and electronics applications require.
Key Industries Served
Medical devices:
- Surgical screws, orthopedic implants, catheter components, and instrument parts
- Biocompatibility materials (316L stainless steel, Ti-6Al-4V titanium) machined to exacting tolerances
- Surface finishes often specified to Ra 0.8 µm or better, with full dimensional inspection required
- ISO 13485 compliance and FDA requirements govern material traceability and process validation
Aerospace and defense:
- Lightweight precision components — MIL-SPEC fasteners, pins, fittings, actuator parts
- Requires tight tolerances and often exotic materials (Inconel 718, titanium, 17-4 PH stainless steel)
- Firearms components such as firing pins and triggers
- AS9100 certification is typically required, with tolerances routinely held to ±0.0005" or tighter
Automotive and electronics:
- Fuel injectors, sensors, valves, and connectors
- High-volume parts where per-part efficiency and consistency directly impact assembly line reliability
- Electronics applications — pins, contacts, fiber optic ferrules, and miniature connectors — rely on Swiss turning for sub-millimeter features at production volumes
- Common materials include C360 brass, beryllium copper, and various stainless steels

When Swiss Turning Is (and Isn't) the Right Choice
Ideal Swiss turning candidates:
- Small diameters (typically under 1.5" / 38mm)
- High length-to-diameter ratios (above 3:1 or 4:1)
- Complex geometry requiring multiple operations (cross-holes, threads, back-face features)
- Medium-to-high production volumes (10,000+ pieces)
- Tight tolerances that conventional turning cannot reliably hold
Quick mental checklist:
- Is the part long and slender?
- Does it need cross-holes, threads, or back-face features?
- Is it needed in quantities where cycle time efficiency matters?
When Swiss turning may not be the best fit:
- Very large diameter parts exceeding the machine's bar stock capacity (above 38–42mm)
- Short stubby parts with low L:D ratios (where a conventional lathe setup cost is lower)
- Extremely low prototype volumes where Swiss machine setup time outweighs cycle time savings
- Part geometries requiring full 360° workpiece access not achievable through the guide bushing
Even when a part falls outside the ideal Swiss range, the process may still be viable. For parts with L:D ratios under 3:1, modern Swiss machines offer a convertible "chucker mode" — remove the guide bushing, and you can run less expensive cold-drawn bar stock with shorter remnant lengths. This lowers material costs for shorter components while retaining the machine's full multi-axis capabilities.
Not sure which process fits your part? Accurate Automatic MFG's engineering team specializes in precision CNC turning and can assess your application to determine whether Swiss turning — or another process — makes the most sense. Reach them at sales@accurateautomaticmfg.com or +1 330-435-4575.
Frequently Asked Questions
What tolerances can Swiss precision turning achieve?
Swiss precision turning routinely holds dimensional tolerances between ±0.0002" and ±0.0005", with ±0.0001" achievable in highly optimized setups. Consistency across high-volume runs is a key strength, with repeatability and concentricity that meet the demands of medical and aerospace components.
How does Swiss turning differ from conventional CNC turning?
Swiss turning uses a sliding headstock and guide bushing that supports the workpiece within millimeters of the cutting zone, eliminating deflection on long parts. This enables simultaneous multi-axis operations (up to 13 axes) rather than sequential tool changes, resulting in tighter tolerances and faster cycle times for complex parts.
What size parts can be made with Swiss CNC turning?
Swiss machines are optimized for small-diameter components, with typical bar stock capacity ranging from 2mm to 38mm (approximately 1.5 inches). The process is specifically designed for long, slender components with high length-to-diameter ratios that would deflect on conventional lathes.
What materials are compatible with Swiss precision turning?
Common materials include stainless steel (316L, 17-4 PH), aluminum, brass (C360), bronze, titanium (Ti-6Al-4V), Inconel 718, and engineering plastics such as Delrin and PEEK. Bar stock must be screw-machine-quality (centerless ground) with consistent diameter to feed reliably through the guide bushing.
Is Swiss turning cost-effective for low-volume production?
Setup and programming time can make Swiss turning less economical for small prototype runs. Cost-effectiveness improves with volume — fast cycle times, fewer secondary operations, and lower per-part labor shift the break-even point around 10,000+ pieces.
Which industries use Swiss precision turning the most?
Primary industries include medical devices, aerospace, automotive, electronics, and defense. These sectors require tight tolerances (±0.0001"), small part capability (2–38mm diameter), and high-volume repeatability — all areas where Swiss turning consistently performs.