Introduction
CNC machining has moved well beyond industrial parts production. Today, galleries, architects, and private collectors are commissioning custom sculptures carved from solid metal and plastic with a level of precision that manual fabrication simply can't match. Pricing for this work, though, is far more complex than most buyers expect.
Unlike standard part runs, sculptural pricing depends on a web of interdependent variables — and underestimating any one of them can blow a project budget fast.
CNC machining costs for custom sculptures vary widely based on sculpture size, material choice, geometric complexity, finishing requirements, and production volume. A small tabletop piece in aluminum might cost a few hundred dollars, while a monumental stainless steel installation can exceed $20,000. Projects go over budget most often because buyers underestimate how quickly costs stack up — material hardness, multi-axis machining time, and finishing labor each add their own layer to the final price.
This guide breaks down every major cost factor, covers current pricing benchmarks by material and size, and gives you the context to evaluate quotes with confidence.
Key Takeaways
- Custom CNC-machined sculptures range from $200 for small, simple pieces to $20,000+ for large, complex installations
- Key price drivers: sculpture size, material choice, axis count (3-axis vs. 5-axis), surface finish, and CAD file readiness
- Aluminum and engineering plastics are most affordable; stainless steel and bronze-finish composites cost 200–300% more to machine
- A clean CAD/STL file and machinable materials can cut total project cost by 30–50%
How Much Does CNC Machining Cost for Custom Sculptures?
Unlike standard industrial parts with fixed pricing, custom sculptures are effectively one-off or short-run jobs. Each project requires individualized programming, specialized tooling, and often multi-axis machining—factors that make cost estimation complex and project-specific.
Most cost surprises come from a handful of recurring mistakes. Watch out for these common missteps:
- Budgeting from industrial part pricing without accounting for the artistic complexity premium
- Specifying titanium or premium stainless steel for decorative indoor pieces that aluminum handles just as well
- Arriving without a CAD model and underestimating the $500–$2,000 cost to digitize a physical model or maquette
Typical Cost Ranges
CNC machine shops charge $40–$150/hr depending on machine type and location. That hourly rate, though, only tells part of the story—material, programming, and finishing often account for as much of the final bill as machine time itself.
The table below shows where most sculpture projects land, based on scale and complexity:
| Tier | Typical Range | Scale | Complexity & Process | Common Use Cases |
|---|---|---|---|---|
| Entry-Level | $200–$1,500 | Under 12 inches | Simple geometric forms; 3-axis milling; aluminum or engineering plastic | Artist prototypes, hobbyist pieces, small decorative commissions |
| Mid-Range | $1,500–$6,000 | 12–36 inches | Moderate organic curves; 4- or 5-axis machining; aluminum or mild steel with brushing, bead blasting, or anodizing | Gallery commissions, corporate art installations, architectural interior features |
| Large-Scale | $6,000–$20,000+ | 36 inches and above | High-complexity freeform forms; multi-setup 5-axis; stainless steel or bronze-finish composites; extensive finishing and assembly | Public art, high-end residential or commercial commissions, architectural landmarks |
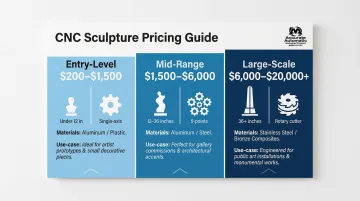
Entry-level jobs are well-suited to artists prototyping a concept before committing to a premium material. Mid-range projects typically see the biggest jump in cost when organic curves push the job from 3-axis to 5-axis machining. At the large-scale tier, material and finishing costs often rival or exceed the machine time itself.
Key Factors That Affect the Cost of CNC-Machined Sculptures
The final price of a CNC-machined sculpture is shaped by a combination of technical, material, and design-specific variables. Understanding each factor helps both artists and buyers make smarter project decisions.
Sculpture Size and Scale
Larger sculptures require more raw material stock, longer machine time, and often multiple machining setups or assembled sections. Size multiplies nearly every other cost component. A 48-inch sculpture often costs three to four times more than a 24-inch piece, because cutting paths grow exponentially, material handling gets heavier, and finishing labor increases accordingly.
Geometric Complexity and Axis Requirements
Geometric complexity is the largest cost variable in sculpture work. Simple angular forms can be produced on 3-axis machines at lower hourly rates ($40–$60/hr). Complex organic or undercut forms require 4- or 5-axis machines ($80–$150+/hr) and significantly longer programming time.
While 5-axis machines cost roughly double the hourly rate of 3-axis VMCs, they often reduce total project cost for complex sculptures. 5-axis technology enables "done-in-one" machining, eliminating multiple manual setups, custom fixturing, and the alignment errors that come with organic geometries.
Material Selection
Material choice shapes both raw cost and machining time. Here's how sculpture-relevant materials compare:
Aluminum 6061 - Most affordable and easiest to machine; excellent for indoor display pieces at a fraction of stainless steel cost
Mild Steel 1018 - Good machinability but requires rust-prevention post-processing
Stainless Steel 304/316 - Costs 200-300% more to machine than aluminum despite similar raw material prices; low machinability causes rapid work-hardening and requires 30-50% slower cutting speeds
Brass C360 - Free-machining with excellent finish; ideal for aesthetic pieces
Engineering Plastics (Delrin, rigid foam) - Extremely fast to cut; viable for display-only or prototype sculptures
Material hardness drives both machining time and tool wear. Harder materials destroy cutting tools faster, adding consumable costs to every hour of machine time.
Surface Finish and Post-Processing
Sculptures typically require higher finish levels than functional parts. Finishing can consume 20-40% of total manufacturing cost—a significant line item that's easy to overlook in early budgeting.
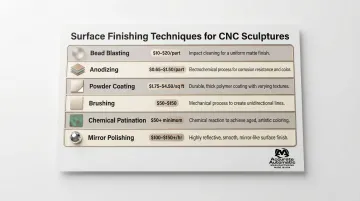
Common finishing options and costs:
- Bead blasting: $10-$20/part or $80/hr; uniform matte texture that hides minor tool marks
- Brushing: $50-$150 depending on surface area; creates directional satin finish
- Anodizing (Type II/III): $0.65-$1.50/part (aluminum only); adds color and corrosion resistance
- Powder coating: $1.75-$4.50/sq ft; durable color coat requiring sandblasting prep
- Mirror polishing: $100-$150+/hr labor; extremely expensive on complex 3D curves
- Chemical patination: $50+ minimum; traditional bronze/copper aging requiring manual application
Design File Readiness and Programming
Many sculptors and commissioners lack a ready-to-machine CAD or STL file. Design-to-CAD conversion, 3D scanning of a physical model, or CAM programming from scratch adds $150-$1,000+ to a project depending on complexity.
3D scanning costs:
- Small to medium objects: $150-$500
- Large architectural objects: $2,000-$10,000+
- Scan-to-CAD conversion: $800-$1,200/day for engineering labor
Providing a clean design file upfront cuts total cost significantly. For one-off sculptures, setup and CAM programming account for 30-50% of total project cost, making file readiness one of the most controllable budget levers.
Complete Cost Breakdown for a CNC-Machined Sculpture
The total investment in a CNC-machined sculpture is built from several distinct components. Breaking these down prevents budget surprises and helps you get more accurate quotes from vendors.
Raw Material Cost (One-Time)
The cost of stock material (billet, block, sheet, or bar) sized to accommodate the sculpture's dimensions plus machining allowance. Harder and denser materials cost more per kilogram.
Approximate cost ranges per kg:
- Aluminum 6061: $5–$15/kg
- Mild Steel 1018: $2.60–$3.15/kg
- Stainless Steel 304/316: $15–$25/kg
- Brass C360: $10–$20/kg
- Engineering plastics (Delrin): $4–$8/kg
CAD/CAM Programming and Setup (One-Time)
Converting artistic concepts or physical references into machine-ready files, programming tool paths, and configuring machine fixtures. Ranges from $150 for simple geometry to $1,000+ for complex organic forms.
This cost is fixed regardless of whether 1 or 10 pieces are produced from the same file—making series production far more cost-effective than one-offs.
Machine Time (Hourly Rate × Cutting Hours)
The largest variable cost, determined by how many hours the CNC machine runs, at what rate (3-axis vs. 5-axis), and how many setups are required. Multi-setup jobs for complex sculptures can effectively double machine time cost due to repositioning and alignment verification.
Surface Finishing and Post-Processing (One-Time)
Once machining is complete, post-processing brings the piece to its final appearance — and this step is frequently underbudgeted on sculpture work where aesthetics are the primary deliverable. Common finishing operations include:
- Deburring and edge cleanup
- Sanding and hand polishing
- Anodizing, powder coating, or painting
- Patination or chemical finishing for artistic effect
- Final quality inspection and dimensional verification
Sourcing machining, finishing, and inspection from separate vendors adds coordination time and markup at each handoff. A contract manufacturer like Accurate Automatic MFG that handles all three stages in-house can simplify the process and reduce total project cost.
How to Reduce CNC Machining Costs for Custom Sculptures
Optimize the Design for Machinability Without Sacrificing Artistic Intent
Practical adjustments reduce machine time and setup complexity while preserving visual impact:
- Break complex organic forms into multiple simpler machined components that are then assembled
- Avoid unnecessarily deep cavities or thin walls that require specialized tooling
- Maintain consistent material thickness to reduce tool changes
- Eliminate undercuts that force additional setups or specialized 5-axis programming
Choose the Right Material for the Piece's Purpose
Not every sculpture requires premium metal. Aluminum delivers an excellent finish for indoor display pieces at a fraction of stainless steel cost. Engineering plastics and rigid foam composites work well for display-only or prototype sculptures.
Consulting with a machining shop like Accurate Automatic MFG early in the design process helps identify the right material balance across cost, machinability, durability, and appearance.
Leverage Series Production and Reuse the CAD/CAM Setup
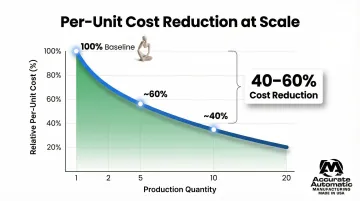
Programming and setup cost is fixed—producing a series of 5, 10, or 20 identical or near-identical sculptures from the same file cuts per-piece cost. For limited-edition runs, per-unit costs typically drop 40–60% when moving from a single piece to a series of 10 or more — one of the most reliable ways to make custom CNC sculpture financially viable.
What Most Buyers Miss When Budgeting for a CNC Sculpture
Focusing Only on Machine Hourly Rate While Ignoring the Full Cost Stack
The hourly rate is just one component. Material, programming, finishing, and design conversion work often equal or exceed machine time cost on custom sculpture projects. A $60/hr machine rate might seem affordable, but when combined with $800 in programming, $300 in material, and $400 in finishing, the actual project total can land well above $1,500 — more than double what the hourly rate implied.
Underestimating the Impact of Surface Finish on Total Cost
For sculptures, the finishing phase is not optional or minor. Polishing, coating, or patinating a large machined piece can add 20–40% to total project cost, yet buyers almost always omit it from initial estimates. According to CNC prototyping cost data, manual mirror polishing on complex geometries requires intensive, non-automatable labor at $100–$150+/hr.
Assuming a Single CNC Pass is Sufficient
Organic or complex sculptural geometries often require multiple setups and repositioning — and each one adds time, cost, and alignment risk. Before accepting a quote, ask vendors how many setups the project requires. The difference matters more than the hourly rate:
- A $60/hr shop requiring four setups may cost significantly more in total
- A $120/hr shop with 5-axis capability can often complete the same job in one setup
- Fewer setups also reduce the chance of misalignment between passes, which affects final quality
Frequently Asked Questions
How to calculate CNC machining cost?
CNC machining cost is calculated by multiplying machine hourly rate by estimated cutting time, then adding material cost, setup/programming fees, and finishing costs. For custom sculptures, also factor in design file preparation if no CAD model exists—this can add $500-$2,000 to the total.
How to estimate CNC machining time?
Machining time is estimated during CAM programming by simulating tool paths — complexity, material hardness, setups, and required surface finish all affect total hours. Most shops provide a time estimate with their quote; typical sculptures run 3–20+ machine hours.
How much do machinists charge per hour?
Machinist labor rates in the US typically range from $20-$50/hr depending on skill level and region, and this is separate from the machine hourly rate. Combined labor and machine time often ranges from $50-$150/hr for custom work, with the shop rate including machine depreciation, facility overhead, and tooling.
How to reduce CNC machining cost?
Three core levers drive cost down: design for machinability (fewer setups, consistent wall thickness), choose easier-to-cut materials (aluminum over stainless), and increase order volume to spread fixed programming costs. Even moving from 1 to 5 units can cut per-piece cost by 30–40%.
Why are machined parts so expensive?
CNC machining combines high-cost equipment, skilled labor, material waste from subtractive manufacturing, and significant programming time. For one-off sculptures, setup costs can't be spread across a production run — a $500 programming fee stays $500/piece at quantity one, but drops to $50/piece across ten units.
Which is better, CNC or VMC for sculpting?
VMC (Vertical Machining Center) is a type of CNC machine, specifically a 3-axis mill with vertical spindle orientation. For most sculpture work, a 5-axis CNC machining center is preferred because it can reach complex angles and organic curves in fewer setups, reducing both time and alignment error compared to a standard 3-axis VMC.