Steel CNC turning costs are not fixed. They shift based on the grade of steel, part complexity, tolerance requirements, batch size, and shop rates. A simple cylindrical spacer machined from 1018 mild steel in a batch of 500 will cost dramatically less per part than a complex, tight-tolerance component machined from 304 stainless steel in a quantity of 10. Without a structured approach to understanding these variables, it's easy to underbudget on prototype runs, overlook setup fees, or face surprise charges when tight tolerances drive up inspection time.
This guide breaks down the key cost drivers, walks through a step-by-step calculation method, and gives practical strategies to budget accurately and avoid surprise charges.
Key Takeaways
- Steel CNC turning costs range from $10–$50 per part for simple, high-volume runs to $160–$1,200+ for complex, tight-tolerance, low-volume parts
- The biggest cost drivers are machining time (cycle time), steel grade, labor and setup, tooling wear, and overhead rate
- Higher-hardness steels like 304 stainless cost more to turn than mild carbon steel due to faster tool wear and slower cutting speeds
- Larger batch volumes cut per-part cost sharply: setup and programming that costs $150/part at qty 1 drops to roughly $0.15/part at qty 1,000
- Accurate quotes require knowing your steel grade, part geometry, tolerance band, and target quantity upfront
How Much Does Steel CNC Turning Cost?
Steel CNC turning has no universal price. Costs vary significantly based on part geometry, required tolerances, steel type, and order volume.
Buyers frequently run into the same traps:
- Underbudgeting on prototype runs, where setup fees dominate the total cost
- Getting caught off guard by tight tolerances that add inspection time and labor
- Overlooking setup fees that can represent 80%+ of the cost on single-part orders
Simple Parts / High-Volume Runs
Typical cost range: $10–$50 per part
Simple turned parts include basic OD (outer diameter) and ID (inner diameter) turning operations, limited features, loose tolerances (±0.005" or wider), and common steel grades like 1018 or 12L14 free-machining steel. At quantities of 500+, per-part costs drop substantially because fixed setup costs are fully amortized across the batch. For example, a $150 setup fee becomes $0.30 per part at 500 units—barely noticeable in the final price.
Medium Complexity Parts
Typical cost range: $50–$120+ per part
Medium complexity parts require multiple turning operations, threading, grooving, moderate tolerances (±0.002" to ±0.005"), and tougher materials like stainless steel (304, 316) or alloy steel (4140). Setup time and tooling changes start adding measurable cost. Tool wear accelerates with harder materials, and slower feed rates increase cycle time.
Complex / Low-Volume / Tight Tolerance Parts
Typical cost range: $160–$1,200+ per part
High-complexity turning includes tight tolerances under ±0.001", multiple setups, exotic steel grades like 17-4 PH stainless, and low quantities under 10 pieces. Engineering time, custom tooling, and inspection overhead push the per-part price well above entry-level ranges. When the entire non-recurring engineering (NRE) burden falls on a handful of parts, the per-part price can exceed $1,000.
Key Factors That Affect Steel CNC Turning Costs
Steel CNC turning costs are driven by a combination of technical, operational, and business factors—understanding each allows for more accurate estimates and smarter sourcing decisions.
Steel Grade and Machinability
Different steel grades have very different machinability ratings. The industry standard uses AISI 1212 cold-drawn steel as the 100% baseline. Free-machining steels like 12L14 (170% machinability) or 1215 (136% machinability) cut quickly and cause minimal tool wear, while stainless steels (304 at 45%, 316 at 40%) and alloy steels (4140 at 61%, 4340 at 57%) are tougher, require slower speeds, and accelerate tool wear.
Machinability comparison across common steel grades:
| Steel Grade | Machinability Rating | Machining Characteristics |
|---|---|---|
| 12L14 | 170% | Cuts extremely fast; lowest machine time cost |
| 1215 | 136% | Excellent chip formation; highly cost-effective |
| 1018 | 78% | Good baseline; requires moderate speeds |
| 4140 | 61% | Tougher; requires slower feeds and rigid setups |
| 304 Stainless | 45% | Gummy chips, severe work-hardening; high tooling cost |
| 316 Stainless | 40% | Added molybdenum makes it tougher than 304 |
| 17-4 PH | 30–48% | Very difficult to machine; premium pricing required |
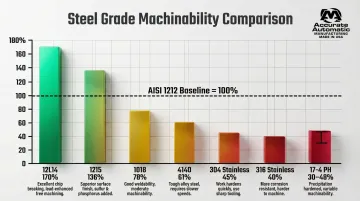
Specifying 304 stainless instead of 12L14 means the material is roughly 60% less machinable, requiring significantly lower cutting speeds and increasing cycle times.
Part Complexity and Geometry
Part features—number of diameters, undercuts, threads, grooves, tapers, and internal bores—directly increase cycle time and setup complexity. More features mean more tool changes and longer programs, which multiplies cost per part.
A simple cylindrical pin with one diameter and loose tolerances might take 2 minutes of machine time. A complex shaft with multiple diameters, threads, and grooves could take 20+ minutes.
Tolerances and Surface Finish Requirements
Tighter tolerances (such as ±0.0005") require slower feed rates, additional finishing passes, and more inspection time—all of which increase machining time and labor cost. Surface finish specifications may also require secondary operations like grinding or polishing.
A part with standard ±0.005" tolerances might be completed in one roughing and one finishing pass, while a ±0.0005" tolerance part requires multiple finishing passes and in-process inspection.
Batch Size and Setup Costs
Setup costs—fixturing, tooling selection, program verification, and first-article inspection—are largely fixed regardless of quantity. For a single part, setup may represent the majority of total cost. For a run of 500 parts, the same setup is amortized to a fraction of a cent per piece.
Setup amortization example (assuming $150 setup fee):
| Quantity | Setup Cost Per Part | Variable Cost | Total Cost Per Part |
|---|---|---|---|
| 1 | $150.00 | $25.00 | $175.00 |
| 10 | $15.00 | $25.00 | $40.00 |
| 50 | $3.00 | $25.00 | $28.00 |
| 200 | $0.75 | $25.00 | $25.75 |
| 1,000 | $0.15 | $25.00 | $25.15 |
The first part costs $175. The 1,000th part costs $25.15—an 85% drop. That entire difference comes from spreading one fixed setup fee across more parts.

Machine Type and Shop Rate
A 2-axis CNC lathe carries a lower hourly rate than a multi-axis turning center or mill-turn machine. Complex parts requiring live tooling or sub-spindle operations will be quoted at a higher machine rate.
Typical shop rates by machine type:
- 2-axis CNC lathe: $40–$110/hour
- Swiss lathe: $80–$250/hour
- Multi-axis mill-turn center: $125–$225+/hour
Multi-axis machines charge higher rates, but they often cost less overall for complex parts—eliminating secondary setups and completing everything in a single operation.
How to Calculate Steel CNC Turning Costs Step by Step
The full cost formula for a turned steel part breaks down into five components:
Total part cost = material cost + machining time cost + labor/setup cost + tooling cost + overhead
Each must be estimated individually, then summed — and each one is addressed in the steps below.
Step 1 — Calculate Material Cost
Identify the billet or bar stock size needed (with enough stock allowance), multiply the volume by the steel's density to get weight in kg or lb, then multiply by the current cost per kg/lb for the specific grade. Scrap and waste from turning is significant—always calculate from raw stock dimensions, not finished part dimensions.
Current price ranges per kg for common turned steel grades:
- Carbon steel (1018, 12L14): $2–$5 per kg
- Alloy steel (4140): Moderate pricing, typically 20–40% higher than carbon steel
- Stainless steel (304, 316): $15–$25 per kg
Example: A 1-inch diameter 1018 cold-finished round bar weighs 2.67 lbs per foot. If you need 3 inches of stock (0.25 ft), the raw material weighs 0.67 lbs. At $2.50/lb, material cost is $1.68.
Step 2 — Estimate Machining Time and Calculate MRR
Material Removal Rate (MRR) for turning: MRR (in³/min or cm³/min) = Cutting Speed × Feed Rate × Depth of Cut. Use MRR to estimate how long the machine must run to remove the required volume of material. CAM software or shop experience can provide estimates, but MRR gives you a way to validate them independently.
Illustrative example for mild steel:
- Cutting speed: 400 SFM (surface feet per minute)
- Feed rate: 0.010 in/rev
- Depth of cut: 0.100 in
- MRR = 400 × 0.010 × 0.100 = 0.4 in³/min
If you need to remove 2 cubic inches of material, machining time = 2 ÷ 0.4 = 5 minutes.
Step 3 — Calculate Machining Cost
Machining Cost = Machine Hourly Rate × Machining Time (in hours). The hourly rate varies by machine type and shop location. Current US ranges for CNC turning hourly rates are $40–$110 for standard 2-axis lathes. This covers machine time only, not labor or overhead.
Example: 5 minutes of machining time (0.083 hours) at $75/hour = $6.25 machining cost.
Step 4 — Add Setup and Labor Costs
Setup cost is a fixed one-time charge per job covering fixturing, program load, tool offsets, and first-article inspection. Divide the total setup cost by the number of parts to get its per-part impact.
Ongoing labor — operator monitoring, programming, and inspection — is often bundled into the shop rate. When it appears as a separate line item, calculate it as operator time × labor rate.
Typical setup fee ranges: $50–$200 per job for standard CNC turning. Complex parts requiring custom fixtures can scale to $500+.
Labor rates: The median hourly wage for CNC tool operators is $23.34, but shops charge $100+/hour because machine depreciation (32%) and overhead (15%) are the true cost drivers.
Step 5 — Account for Tooling and Overhead
Tooling cost per part = tool cost ÷ expected tool life (in number of parts). Harder steels reduce tool life significantly—a carbide insert that lasts 200 parts in mild steel may last only 50–80 parts in 316 stainless. Standard carbide turning inserts cost $20–$30 each.
Overhead (utilities, depreciation, admin) is typically calculated as an hourly rate layered on top of machine time. Shops typically add a profit margin of 15–30% on top of all five components.
Example total cost calculation:
- Material: $1.68
- Machining: $6.25
- Setup (÷50 parts): $3.00
- Tooling: $0.50
- Overhead (20% of machining): $1.25
- Subtotal: $12.68
- Profit margin (25%): $3.17
- Total per part: $15.85

How Steel Grade Affects Turning Costs
Steel grade selection is one of the highest-leverage decisions in CNC turning cost—it affects cutting speed, tool life, coolant requirements, and sometimes post-processing needs.
Stainless steels are particularly challenging. 304 stainless work-hardens during cutting, with the surface hardening up to 1500 MPa as the tool passes through. That alone drives up cycle time and tooling cost compared to carbon steels of similar geometry.
The practical consequences include:
- Slower speeds to prevent accelerated tool wear
- Specialty coated inserts capable of handling work-hardened material
- Minimum depth of cut (at least 0.010") to stay below the hardened surface layer — light "rubbing" cuts dull tools almost instantly
- Additional passes when surface finish requirements are tight
Choosing a more machinable steel grade (where engineering requirements allow) can reduce per-part cost substantially. For example, using 12L14 instead of 1018 for a non-structural turned component can cut cycle time by 20–30% and extend tool life by 50%+. Involve your machinist or precision turning partner early in material selection decisions to find the right balance between material performance and machining cost.
How to Reduce Steel CNC Turning Costs Without Sacrificing Quality
Three levers have the biggest impact on what you pay: how the part is designed, how you place orders, and how clearly you communicate with your shop.
Design for Machinability
Geometry decisions made during design are the hardest cost driver to fix after the fact. Eliminating unnecessary tight tolerances, avoiding undercuts that require special tooling, and designing parts to finish in one chucking all reduce setup time directly. A part with standard tolerances (±0.005") typically costs 20–40% less than the same part held to ±0.001" — not just from machining time, but from the added inspection burden tight tolerances create.
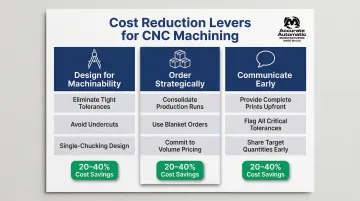
Order Strategically
Setup costs are fixed regardless of quantity. The more parts that share a setup, the lower the per-part overhead. If you expect to order a part repeatedly:
- Consolidate quantities into fewer, larger runs
- Discuss blanket orders or scheduled releases with your shop
- Ask about locked-in pricing for committed volumes
These arrangements benefit both sides — shops can plan capacity, and you reduce per-part cost without redesigning anything.
Communicate Early and Completely
Shops can only optimize what they know. Providing complete prints, flagging functionally critical tolerances, and sharing target quantities at the quoting stage gives your machinist room to suggest toolpath changes or minor design tweaks that cut time without affecting function. At Accurate Automatic MFG, that kind of upfront transparency typically results in tighter quotes with fewer change-order surprises later.
Conclusion
Calculating steel CNC turning costs requires accounting for five core components—material, machining time, labor/setup, tooling, and overhead. Steel grade, part complexity, tolerances, and batch size are the variables that move these numbers most significantly.
Accurate cost estimation starts before the RFQ—with smart material selection, design-for-machinability decisions, and a clear understanding of how shop rates and volume interact. Getting those numbers right takes both the right methodology and a shop that communicates clearly about how costs are structured. To get a detailed quote on your steel CNC turning project, contact Accurate Automatic MFG at sales@accurateautomaticmfg.com or +1 330-435-4575.
Frequently Asked Questions
How do you calculate steel CNC turning cost?
Total cost equals the sum of material cost, machining time (machine hourly rate × cycle time), setup and labor, tooling cost per part, and overhead. Each component needs its own estimate before you can arrive at a reliable total.
How much does it cost to have a part CNC machined?
CNC machined part costs vary widely based on material, complexity, quantity, and shop location. Simple, high-volume steel turned parts typically cost $10–$50 per part, while complex, tight-tolerance, low-volume parts can cost $160–$1,200+.
How much does CNC machining cost per hour?
CNC turning hourly rates vary by machine type and region. Standard 2-axis CNC lathes typically charge $40–$110/hour, while multi-axis turning centers and mill-turn machines run $100–$250+/hour due to higher capital costs and programming complexity.
How do you estimate CNC machining time?
Start with material removal rate (MRR): MRR = Cutting Speed × Feed Rate × Depth of Cut. Divide the total material volume to be removed by the MRR to get machining time. CAM software can also generate time estimates directly from the part model.
Is CNC machining worth it?
CNC turning is cost-effective for parts requiring consistent precision, tight tolerances, or repeatability across multiple units. Upfront costs run higher than simpler processes, but the precision and repeatability pay off quickly — especially once you're producing the same part across multiple runs.