Introduction
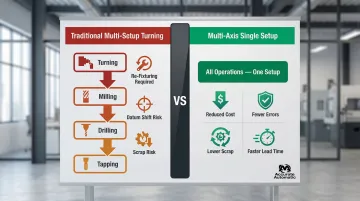
Complex geometries, micron-level tolerances, and compressed delivery windows are now standard customer requirements — not exceptions. Traditional 2- or 3-axis turning centers struggle to meet these requirements without multiple setups, extended lead times, and the cumulative positioning errors that come with re-fixturing.
Multi-axis CNC turning addresses this directly. By adding rotational and linear axes beyond the basic X and Z movements, modern turn-mill centers machine intricate features — eccentric bores, compound angles, off-center drilling, helical profiles — in a single setup. The result: up to 80% reduction in cycle times, tighter tolerances, and fewer opportunities for error.
This guide covers what multi-axis CNC turning is, how axis count changes capability, the measurable benefits of single-setup machining, which industries depend on it, and what to look for when selecting a precision manufacturing partner.
Key Takeaways
- Multi-axis turning eliminates re-fixturing errors, holding tolerances as tight as ±0.0002"
- Consolidating operations into one setup cuts cycle times by 50–80%
- 5-axis turning adds off-center features; 6–9 axis dual-spindle machines complete front-and-back in one cycle
- Aerospace, medical, and automotive sectors rely on multi-axis turning for zero-defect components
- Choose partners with simultaneous multi-axis capability, documented quality systems, and DFM support
What Is Multi-Axis CNC Turning?
Core Technology
CNC turning is a subtractive process where a cylindrical workpiece rotates while a cutting tool removes material along programmed paths. "Multi-axis" refers to the number of independent directions the cutting tool and spindle can move or rotate simultaneously, beyond the basic X (radial) and Z (axial) linear axes.
Turning vs. Milling
Multi-axis CNC turning differs from multi-axis milling in one key way from multi-axis milling:
- Turning: Workpiece spins; tool engages the rotating surface
- Milling: Tool spins; workpiece remains stationary
Modern turn-mill centers blur this line, combining both operations in a single machine. These platforms feature live tooling (rotating cutters mounted in the turret) and a C-axis (controlled spindle rotation), so milling, drilling, and tapping can be performed on a just-turned part—without moving it to a separate machine.
Why More Axes = More Access
Additional rotational axes (C, B, Y) allow the cutting tool to approach the rotating workpiece at angles impossible on basic lathes:
- C-Axis: Indexes or continuously rotates the spindle, enabling on-center and off-center milling
- Y-Axis: Provides true perpendicular linear movement for eccentric holes, slots, and flats
- B-Axis: Tilts the tool head to machine compound angles and complex contours
This expanded geometric freedom enables undercuts, cross-drilled holes, off-center features, and multi-plane milled surfaces—all without repositioning the part.
Indexed vs. Simultaneous Multi-Axis
Understanding motion type is critical:
- Indexed (3+2): Rotary axes position the workpiece to a fixed angle, then lock. Linear axes (X, Y, Z) perform the cut. Suitable for flat surfaces and bolt-hole circles.
- Simultaneous: All axes move continuously during the cut. Required for turbine blades, impellers, and any surface where the tool must remain normal to a constantly curving profile.
For complex aerospace or medical components, simultaneous motion is often the only way to hold tight tolerances on curved profiles in a single setup—which is precisely where 2-axis lathes reach their limit.
Baseline Comparison: 2-Axis Turning
Standard 2-axis lathes (X + Z only) handle straightforward cylindrical parts well: shafts, pins, flanges, basic threading, and boring. Any feature off the spindle centerline—angled bores, eccentric pockets, milled flats—demands additional axes or secondary operations.
Axis Configurations: From 2-Axis to 9-Axis Turning Centers
Configuration Overview
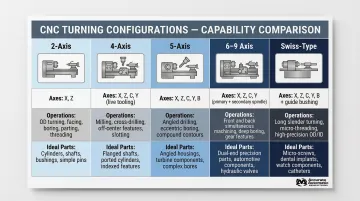
| Configuration | Axes | Enabled Operations | Ideal Part Types |
|---|---|---|---|
| 2-Axis | X, Z | OD/ID turning, facing, threading, boring | Simple shafts, pins, flanges |
| 4-Axis | X, Z, C + Live Tooling | On-center drilling, tapping, basic flats, hex milling | Fasteners, fittings, bolt-hole circles |
| 5-Axis | X, Z, C, Y | True off-center milling, eccentric features, Y-axis parting | Manifolds, brackets, complex housings |
| 6–9 Axis | Dual spindle, B-axis, twin turrets | Simultaneous opposite-side cutting, 5-axis contouring, complete part handoff | Turbine blades, fluid housings, cutter bodies |
| Swiss-Type | Sliding headstock, guide bushing, up to 8 axes | Extreme rigidity for high L/D ratios, simultaneous gang tooling | Bone screws, micro-catheter parts, fuel injector nozzles |
2-Axis Turning (X + Z)
2-axis turning covers the fundamentals: straight turning, facing, threading, and basic boring. It's suited to cylindrical parts with no off-centerline features — the starting point for nearly every turning application.
4-Axis Turning (Adds C-Axis + Live Tooling)
The C-axis indexes or continuously rotates the spindle as a controlled axis. Live tooling, meaning powered milling cutters mounted in the turret, enables drilling, tapping, and milling off the part's centerline.
This is where turn-mill capability begins. Secondary operations that would otherwise require a separate vertical machining center can now happen in the same setup.
5-Axis Turning (Adds Y-Axis)
The Y-axis provides true off-center linear movement perpendicular to the spindle. This enables:
- Eccentric holes and slots
- Keyways and flats offset from centerline
- Y-axis parting (cutting off parts at non-centerline locations)
This represents a significant leap in geometric freedom, allowing features that would otherwise require complex interpolation or multiple setups.
6- to 9-Axis Turning (Dual Spindle, Sub-Spindle, B-Axis)
Higher axis counts typically add:
- Second spindle (sub-spindle): Receives the part mid-process, allowing machining on the back end automatically
- B-axis: Angular tool positioning for compound-angle cuts and true 5-axis contouring
- Multiple turrets: Enable simultaneous machining from different tool carriers without collision
Machines like the Mazak INTEGREX or INDEX G200 can complete parts entirely in one setup — front, back, and all features — sharply cutting lead times and eliminating datum shift.
Swiss-Type Lathes (High-End Micro-Precision)
Swiss-type lathes use a sliding headstock and guide bushing to support the material directly at the cutting tool, preventing deflection on long, slender parts. With up to 7–9 axes and simultaneous gang tooling, these machines routinely hold tolerances of ±0.0002". That level of precision makes them the standard choice for bone screws, surgical instruments, and fuel injector nozzles.
Key Benefits of Multi-Axis CNC Turning
Higher Precision and Tighter Tolerances
Every time a part is unclamped and re-fixtured, positioning error accumulates—a phenomenon known as datum shift. Multi-axis turning eliminates this by completing the part in one setup. Modern turn-mill centers achieve:
- Positioning accuracy: 4 µm on high-end platforms
- Volumetric accuracy: Better than 30 µm
- Micro-precision: ±0.0002" on critical diameters in Swiss turning
Shorter, more rigid tooling paths enabled by multi-axis approach angles reduce vibration and deflection, directly improving surface finish and dimensional accuracy.
Faster Cycle Times and Reduced Lead Times
Multi-axis orientation engages more of the cutting edge per revolution, removing more material per pass. Sandvik's PrimeTurning methodology pushes feed rates from 0.25 mm/r to 0.4 mm/r — a 59% productivity gain through tangential chip engagement alone.
Dual-spindle setups compress cycle times further. While one spindle machines the front face, the sub-spindle receives and finishes the back end in parallel. LeanWerks cut cycle time from 10 hours to under 2 hours — an 80% reduction — by consolidating five sides of an aerospace casting into a single setup.
Fewer Setups, Lower Per-Part Cost
Multi-axis turning consolidates what might have been 3–4 separate setups (turning, milling, drilling, tapping) into a single operation. This reduces:
- Fixturing cost
- Operator touchpoints
- Work-in-process inventory time
- Scrap opportunities
- Inspection overhead
Fewer setups mean fewer chances for error, less labor per part, and better unit economics — particularly at medium-to-high volumes.
Complex Geometry Without Compromise
Multi-axis turning enables geometries that are only economically achievable in one setup:
- Helical features: Continuous interpolation of C-axis with linear axes
- Compound angles: B-axis tilt combined with X, Y, Z motion
- Eccentric bores: Y-axis offset drilling
- Undercuts and multi-plane milled features: On a turned body without repositioning
Real-world applications include aerospace valve bodies with angled internal passages, medical implant components with off-center screw holes, and automotive impeller shafts with helical vanes.
Finer Surface Finish, Less Post-Processing
Shorter cutting tools with reduced overhang mean less vibration and chatter. The result: machined surfaces require less post-processing. Using wiper inserts, operators can double the feed rate while maintaining the same surface finish, or maintain feed to achieve 0.4–0.8 µm Ra finishes in standard operations.
Better surface finish from the machine itself reduces or eliminates secondary finishing operations, cutting total production time and cost.
Industries That Rely on Multi-Axis CNC Turning
Aerospace
Turbine blades, engine shafts, valve bodies, and structural fittings require complex multi-plane features and tight tolerances in heat-resistant superalloys like Inconel and titanium. Multi-axis turning is standard practice here. Mazak INTEGREX machines use twin spindles and B-axis interpolation to machine turbine blades with extreme rigidity and precision.
Aerospace suppliers also operate under AS9100D certification, which mandates strict configuration management, risk-based thinking, and counterfeit part prevention.
Medical
Surgical implants, bone screws, and instrument components must hold tolerances that allow no margin for error. Single-setup turning eliminates re-fixturing variability that could cause part rejection in this zero-defect environment.
Swiss-type lathes machine titanium bone screws with perfect concentricity between inner bore and outer threads in one setup. ISO 13485:2016 governs these facilities, requiring rigorous process validation and risk management throughout production.
Automotive and Energy
High-volume production in automotive and energy demands repeatable precision across complex geometries. Common applications include:
- Crankshafts and fuel injector bodies — eccentric journals and angled oil holes machined in a single pass
- Compressor components — tight-tolerance bores and sealing surfaces at production volumes
- Downhole drilling tools — complex geometries in hardened alloys without re-fixturing

Five-axis mill-turn technology reduces machining time by approximately 30% on parts like crankshafts — a meaningful gain when you're running thousands of units.
Materials Compatible with Multi-Axis CNC Turning
Common Metals
- Aluminum alloys: Excellent machinability; high feed rates and speeds
- Stainless steel: Requires sharp tooling; work-hardens quickly
- Brass: Free-machining; ideal for high-volume screw machine work
- Titanium (Ti-6Al-4V): Low thermal conductivity; heat concentrates at cutting edge. Changing approach angle can affect wear by a factor of 8.
Exotic Alloys (Aerospace and Energy)
- Inconel 718: High work-hardening tendency; abrasive carbides cause severe notch wear. PCBN tools can be used for high-speed finishing, but robust edge geometries are essential.
- Hastelloy C276: Superior corrosion resistance in harsh chemical environments; generates high cutting forces and heat. Requires rigid setups and high-pressure coolant.
- Hardened tool steels: Demand ceramic or CBN tooling; multi-axis approach angles extend tool life.
On B-axis machines, dynamically altering the approach angle lets operators shift cutting forces away from worn insert sections — extending tool life across difficult alloys. That same flexibility applies when machining engineering plastics, where thermal management replaces wear resistance as the primary concern.
Engineering Plastics
- PEEK: High-performance thermoplastic; wear-resistant but susceptible to thermal deformation. Use sharp, polished carbide with high positive rake angles.
- Delrin (Acetal): Highly machinable; excellent for high-speed turning. Requires sharp tooling and proper chip evacuation.
These materials are machined on multi-axis turning centers for medical device housings, surgical instruments, and high-speed rotors.
How to Choose the Right Multi-Axis CNC Turning Partner
Axis Capability and Machine Configuration
Look beyond axis count. Ask:
- Simultaneous or indexed? True simultaneous multi-axis (not just 3+2) is required for complex contours.
- Machine range: Does the shop have 4-axis, 5-axis, and dual-spindle turn-mill centers to handle varying complexity?
- Turn-mill capability: Can they complete parts in one setup, or will secondary operations be required?
A shop equipped with Haas ST-Y series machines handles 4-axis and basic Y-axis work cost-effectively. A shop running Okuma MULTUS or INDEX G-series machines is required for true 5-axis simultaneous contouring and high-volume "Done-in-One" production.
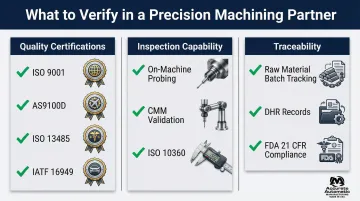
Quality Systems and Inspection
Precision machining partners should have:
- Documented quality processes: ISO 9001, AS9100D (aerospace), ISO 13485 (medical), or IATF 16949 (automotive)
- In-process inspection capability: On-machine probing (e.g., Renishaw OMP40-2), CMM validation per ISO 10360 standards
- Traceability: Bi-directional traceability from raw material batch to finished component, including Device History Records (DHR) for medical parts under FDA 21 CFR Part 820.35
Accurate Automatic MFG grounds its quality approach in integrity-driven relationships—with customers, co-workers, and community—ensuring accountability extends well beyond any single project or transaction.
Communication and Partnership Model
The best partners engage early in the design process to advise on:
- Geometry optimization: Can the part be redesigned for multi-axis turning to reduce cost?
- Material selection: Is there a more machinable alloy that meets performance requirements?
- Tolerance stack-up: Are all tolerances necessary, or can some be relaxed to improve manufacturability?
Look for a partner who provides technical design and engineering support throughout the project, not just a quote based on a drawing as-given. Accurate Automatic MFG includes engineering services alongside its CNC turning and milling work, so clients get design-for-manufacturability input from the start—not just a quote on a finished drawing.
Frequently Asked Questions
What is the difference between multi-axis CNC turning and multi-axis CNC milling?
In turning, the workpiece rotates while the tool is relatively stationary; in milling, the tool rotates while the workpiece is held fixed. Modern turn-mill centers combine both capabilities in one machine, enabling complete part machining without transferring to secondary equipment.
How many axes does a CNC turning center need to machine complex parts?
Most complex parts with off-center features are handled on 4- or 5-axis turning centers. Complete front-and-back machining in a single setup, or true 5-axis contouring of compound surfaces, requires 6–9 axis machines with dual spindles and B-axis capability.
What tolerances can multi-axis CNC turning achieve?
Modern multi-axis turning centers hold tolerances of ±0.0002" (±5 µm) on critical diameters. High-end platforms achieve positioning accuracies of 4 µm and volumetric accuracies better than 30 µm. Swiss-type lathes for micro-components can hold ±0.0002" on long, slender parts.
Is multi-axis CNC turning cost-effective for small production runs?
Setup and programming costs run higher than simple 2-axis turning, but eliminating multiple setups and secondary operations can make multi-axis turning cost-competitive for low-to-medium volumes — provided the part's complexity justifies the single-setup advantage.
What materials are best suited for multi-axis CNC turning?
Common materials include aluminum, stainless steel, titanium, brass, and exotic alloys like Inconel and Hastelloy. Multi-axis approach angles optimize cutting conditions in difficult materials — the tool engages at the most favorable angle, extending tool life and improving surface finish.
How does multi-axis CNC turning reduce part errors compared to conventional turning?
Multi-axis turning eliminates re-fixturing, which is the primary source of cumulative datum shift. A single datum reference held throughout all operations keeps feature-to-feature concentricity and parallelism consistently tight, reducing positional errors and scrap rates.